
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 6. Горячая объемная штамповка. Штамповка в открытых, закрытых штампах.
Штамповка в подкладных штампах.
Горячая объемная штамповка - это технологический процесс изготовления изделий путем изменения формы нагретой заготовки в штампах под молотами или прессами. Штамповка является одним из наиболее распространенных видов обработки давлением. При помощи объемной горячей штамповки получают изделия массой от нескольких граммов до нескольких тонн.
Горячая объемная штамповка значительно превосходит по производительности свободную ковку и обеспечивает получение более точных поковок.
Штамповка в открытых штампах (рис. 214, а) осуществляется с выходом части металла заготовки в заусенечную канавку 1 (направление выхода перпендикулярно движению штампа 2). Толщина заусенца в процессе штамповки уменьшается и при достижении определенных размеров способствует заполнению углов (трудно заполняемых частей) штампа. После штамповки заусенец отрезают.
Штамповка в закрытых штампах (рис. 214, б) производится без заусенца. Для штамповки этим способом требуются заготовки высокой точности по объему, применяется для штамповки поковок простой формы. В зависимости от типа производства различают штамповку в подкладных штампах и одноручьевую.
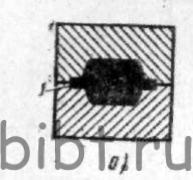
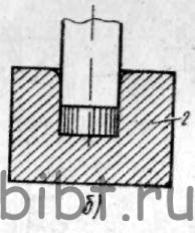
Рис. 214. Схемы горячей объемной штамповки:
а -в открытом штампе, б - в закрытом штампе; 1 - заусенечная канавка, 2 - штамп
Штамповка в подкладных штампах. Этот способ применяют в единичном и мелкосерийном производстве, получая поковки невысокой точности.
Одноручьевая штамповка применяется в мелкосерийном и серийном производстве, производится в одном окончательном ручье. Штамп не имеет направляющих, верхняя его часть крепится к бабе молота, нижняя - в подштамповой плите. Совпадение обеих половин штампа обеспечивается направляющими молота.