
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 3. Некоторые виды сварки. Ручная дуговая сварка. Лазерная сварка. Газовая сварка.
Термитно-прессовая сварка. Контактная сварка. Холодная сварка.
При ручной дуговой сварке один провод сварочной цепи присоединяется к электрододержателю, в котором зажат электрод 1 (рис. 251,а), а второй - к свариваемому металлу 2.
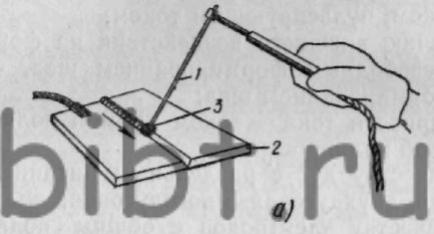
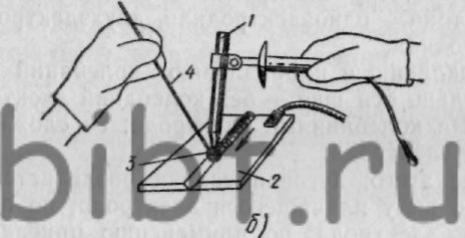
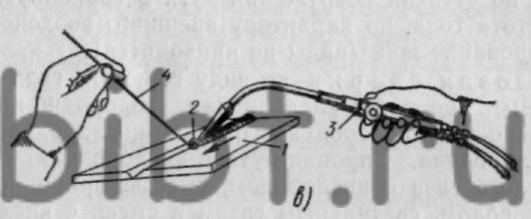
Рис. 251. Ручная сварка:
а - дуговая плавящимся электродом, б - дуговая неплавящимся электродом, в - газовая
При сварке плавящимся металлическим электродом (см. рис. 251, а) сварной шов образуется за счет расплавления электрода 1 и кромок основного металла 2 сварочной дугой 3. Электрод состоит из проволоки из того же или близкого по составу материала, что и основной металл.
При сварке неплавящимся неметаллическим электродом (рис. 251,б) для образования сварочного шва сварку ведут электродом 1, при этом в дугу 3 вводят присадочный пруток 4, или сварку ведут электродом 1 и дугой 3 по отбортовке кромок.
Автоматизированная и автоматическая дуговая сварка отличаются от ручной сварки тем, что для перемещения проволоки к основному металлу и вдоль шва применяются специальные устройства.
При дуговой сварке под флюсом электрическая дуга переменного или постоянного тока горит под слоем флюса между голой металлической проволокой и кромками свариваемого металла. Расплавленный флюс позволяет уменьшить потери тепла в зоне сварки, хорошо защищает сварочную ванну от вредного влияния кислорода и азота окружающего воздуха, раскисляет расплавленный металл и удаляет окислы в слой шлака. Кроме того, через флюс происходит легирование металла шва необходимыми элементами.
Наличие защитного газа вокруг дуги и сварочной ванны обеспечивает высокие механические свойства наплавленного металла. С этой целью и применяют дуговую сварку в среде защитных газов. Газ в зону сварки подается через сопло специальной горелки.
Схема лазерной сварки показана на рис.252. В установку входит стержень 3 из активного материала (например, искусственного рубина) и дающая вспышки ксеноновая лампа 1, которые размещены в зеркальной полости осветителя 4. При разряде высоковольтной батареи конденсаторов лампа дает импульсные вспышки света, возбуждающие присутствующие в рубине атомы хрома. При определенном уровне энергии возбуждения этих атомов испускаемые ими лучи, отражаясь от зеркал 2, частично выходят через полупрозрачное нижнее зеркало наружу. Эти лучи образуют тонкий пучок интенсивного красного цвета, несущий поток энергии, который собирается линзой 5 и фокусируется на свариваемой детали 7. Наблюдение за сваркой производится через микроскоп 6, снабженный защитным светофильтром.
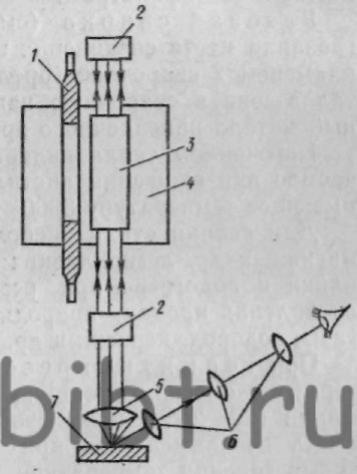
Рис. 252. Схема лазерной сварки
Газовая сварка (см. рис. 251, в) состоит в нагревании места соединения кромок основного металла 1 пламенем 2 сварочной горелки 3. Для образования металла шва в сварочную ванну добавляют расплавленный металл присадочного прутка 4.
Источником тепла является сварочное пламя, получаемое при сжигании ацетилена в смеси с кислородом, имеющее температуру 3000-3150° С.
Для сварки стали небольшой толщины, алюминия, магния и др. легкоплавких материалов, а также для пайки и подогрева при резке применяют заменители ацетилена: пропан, природный, нефтяной, пиролизный газы, водород, керосин и др.
При термитно-прессовой сварке применяют термит -смесь, состоящую из порошкообразного алюминия (20-25%) и железной окалины (75-80%). Эта смесь воспламеняется при 1300-1360° С, развивая во время горения температуру до 2600-2700° С. В результате реакции окисления алюминия кислородом окалины образуется жидкая сталь и шлаки, в основном состоящие из окиси алюминия. Жидким термитным металлом заливают свариваемый стык, а шлаки удаляют.
При контактной сварке детали нагреваются протекающим в них электрическим током в месте контакта до температуры, близкой к плавлению, или до расплавления, и затем, сдавленные внешним усилием, свариваются.
Холодная сварка осуществляется за счет сближения молекул металла в твердом состоянии при глубокой пластической деформации его в месте сварки. Деформация разрушает хрупкие пленки окислов, препятствующих свариванию. Этим способом сваривают разнородные металлы и металлы, обладающие достаточной пластичностью. Применяются точечная, стыковая и шовная холодная сварка. Особенно широкое применение прессовая сварка получила для соединения проводов и шин в электротехнике.