
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 2. Объекты и технические средства автоматизации и механизации.
Автоматическая линия изготовления воздушных тормозных баллонов. Механизированная поточная линия.
Объектами механизации являются вспомогательные и основные технологические операции. Наиболее важными вспомогательными операциями, как объект механизации, являются операции по перемещению заготовок и готовых изделий в процессе производства, подготовка поверхностей (мойка, обезжиривание, очистка и др.). маркировка, консервация и упаковка изделий.
Для механизации вспомогательных операций используют различные транспортные средства. Простейшими из них являются самоходные тележки с электрическим или гидравлическим приводом и подъемники. Эти тележки имеют подвижную верхнюю часть, позволяющую устанавливать объект сборки в удобное для работы положение. На рис. 253 приведена схема цепного конвейера, состоящего из пяти основных частей: несущей 2, на которой устанавливается и закрепляется изделие, тяговой 3, выполненной в виде шарнирно замкнутой цепи, опорной 4, которая служит для поддержания и перенесения тяговой и несущей частей; натяжного устройства 1 и привода 5 конвейера.
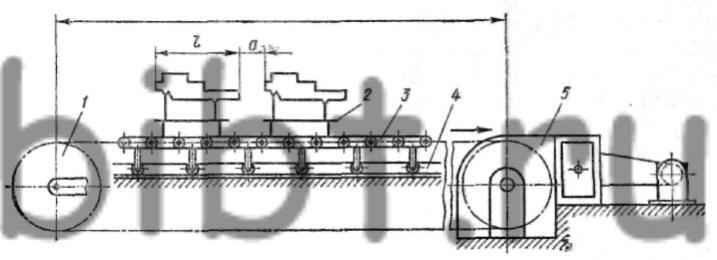
Рис. 253. Схема цепного конвейера:
1 - натяжное устройство, 2 - несущая часть, 3 - тяговая часть, 4 - опорная часть, 5 - привод конвейера
В серийном производстве широко применяют шагающие конвейеры, благодаря которым возможно выполнение точных и регулировочных работ, а при переходе на выпуск другого изделия особых переделок не требуется. Как правило, на машиностроительных предприятиях механизация осуществляется путем создания механизированных поточных линий или комплексных механизированных поточных линий.
Механизированная поточная линия характеризуется тем, что в ней большинство технологических операций, а также перемещение (транспортирование) заготовок и деталей от одного рабочего места к другому осуществляется механизмами.
На предприятиях серийного производства, где изделия повторяются определенными партиями, медники и жестянщики работают на поточных линиях.
Высшим этапом механизации является автоматизация технологических процессов. Несмотря на трудности автоматизации процессов медницко-жестяницкого производства, на ряде предприятий применяют комплексные автоматические линии, в которых автоматизированы медницкие, жестяницкие и другие работы всего комплекса, начиная от штамповки заготовок и кончая сборкой их в изделие.
Ниже описана автоматическая линия изготовления воздушных тормозных баллонов (рис. 254, а). Баллон (рис. 254, б) имеет корпус из листовой стали и два днища, в которые ввариваются бобышки для арматуры. На прессе 1 вырубается заготовка корпуса с одновременной подгибкой кромок концов для завивки. Затем заготовка, пройдя моечную машину 2, поступает на гибочную машину 3, где производится гибка корпуса.
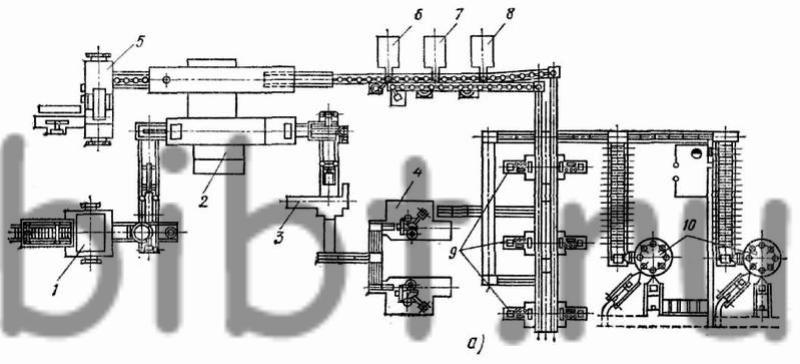
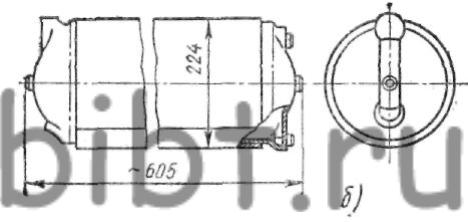
Рис. 254. Автоматическая линия в плане (а), воздушный тормозной баллон (б):
1 - пресс, 2 - моечная машина, 3-гибочная машина, 4, 6, 7, 8, 9 - сварочные машины, 5 - пресс, 10 - установки для испытания на герметичность
После сварки продольного шва на машинах 4 корпус поступает на сварку с днищами. Днища штампуют на прессе 5, затем днища поступают в машину 2 и далее на машины 6-8 (см. рис. 254) для сварки с бобышками. Корпус днища сваривается на машинах 9. Баллоны контролируются внешним осмотром с испытанием на герметичность на установках 10.