
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 2. Механизированное разрезание металла. Отрезной ножовочный станок.
Механизированное разрезание металлов осуществляется несколькими способами.
Разрезание пруткового, профильного металла и труб производится на отрезных ножовочных станках, на универсальных дисковых пилах и ленточных пилах.
Разрезание листовой стали толщиной до 1 мм осуществляется дисковыми пилами трения.
Разрезание листовых материалов (в том числе и цветных) осуществляется на роликовых ножницах, виброножницах, параллельных и гильотинных ножницах.
Разрезание металлов на отрезных ножовочных станках осуществляется при помощи машинных ножовочных полотен, закрепленных в пильной раме.
Ножовочный станок (рис. 53) имеет станину 1 и стол 2, на котором устанавливаются машинные тиски 3, служащие для закрепления заготовок 6. На станке смонтирована рамка 4, в которой крепится ножовочное полотно 5. Ножовка приводится в действие от электродвигателя 8 через кривошипно-шатунный механизм или гидропривод.
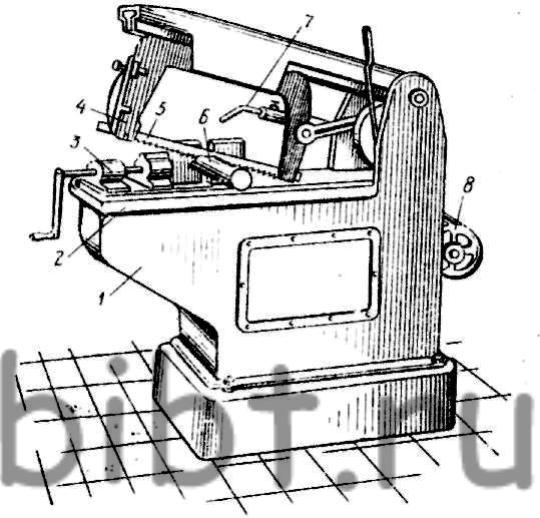
Рис. 53. Ножовочный станок
Для предупреждения нагрева полотна на отрезных ножовочных станках применяют охлаждение маслом, эмульсией или водой. Охлаждающая жидкость подается по трубопроводу 7 непосредственно к месту реза.
Ножовочный станок к пуску готовят в такой последовательности: подбирают и устанавливают ножовочное полотно так, чтобы передний угол зубьев ножовки был направлен в сторону рабочего хода. Устанавливают, тщательно выверяют и закрепляют заготовку в тисках, включают электропривод и охлаждение. В дальнейшем разрезание и останов станка после окончания реза осуществляются автоматически.
Во избежание несчастных случаев при работе на ножовочных станках необходимо соблюдать правила техники безопасности. Нельзя работать на неисправном или плохо отлаженном оборудовании. Необходимо правильно закреплять заготовки. Категорически запрещается что-либо делать в зоне резания во время работы ножовки. Закрепляют и освобождают заготовку только при остановленном приводе, при полной остановке рамы.
Достоинством способа резки заготовок на отрезных ножовочных станках является чистая поверхность среза (3-й, 4-й классы), малый перекос торца заготовки (до 2-2,5 мм на 100 мм диаметра) и малая ширина реза (1-3,5 мм). В целях повышения производительности резки ее осуществляют в призматических тисках, куда укладывают пакет прутков.
Разрезание металлических профилей различных сечении под любым углом, прорезку продольных пазов, надрезы или вырезы производят на универсальных маятниковых дисковых пилах.