
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 3. Травление заготовок. Химическое, электрохимическое травление.
Травление листовых заготовок применяют с целью очистки их от ржавчины, окалины или с целью снятия защитной окисной пленки, например с листовых алюминиевых сплавов перед сваркой.
Травление производят химическим или электрохимическим способом. При травлении необходимо строго соблюдать правила предосторожности от поражения электрическим током и ожогов кислотами и щелочами. Травление выполняют в специальной одежде, комплект которой состоит из резиновых сапог, резинового фартука, резиновых перчаток и шерстяной шапочки. Перед началом работы включают приточно-вытяжную вентиляцию, и только после этого приступают к работе.
Перед переливанием кислот надевают предохранительные очки.
Заполнение ванн и разлив кислот и щелочей осуществляют при помощи сифонов, к работе с которыми допускаются специально обученные люди.
Приготавливая травильный раствор, кислоту вливают в воду, а не наоборот. Готовя раствор из трех кислот во избежание ожогов от брызг, сначала добавляют к холодной проточной воде соляную, затем азотную и, наконец, серную кислоту.
Нельзя добавлять кислоты к нагретой выше комнатной температуры воде.
Хранят кислоту только в закрытых бутылях в специально отведенных помещениях с кислотоупорным полом и стенами. Хранилище оборудуется приточно-вытяжной вентиляцией.
В случае ожога кислотой или щелочью обожженное место промывают обильной струей воды и только после этого обращаются за врачебной помощью.
На рабочем месте запрещено курить и принимать пищу. Перед курением и принятием пищи тщательно моют руки.
При получении задания на травление рабочий должен быть проинструктирован о правильном ведении работы и правилах техники безопасности.
Работы по травлению выполняют в травильном отделении, изолированном от других помещений.
Для химического травления применяют ванны, выложенные внутри плитками из кислотоупорного бетона.
Травление заготовок из цветных металлов и их сплавов осуществляется в алюминиевых или керамических ваннах.
На рис. 3 показана установка для травления цветных металлов и сплавов. Устройство установки позволяет при помощи рычагов периодически встряхивать изделия в корзине, что способствует более энергичному протеканию процесса травления.
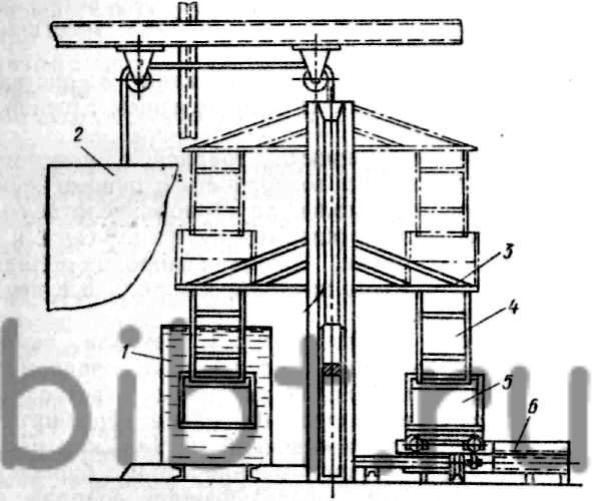
Рис. 3. Установка для травления цветных металлов:
1 - ванна, 2 - противовес. 3 - рычаги поворота, 4 - захват. 5 - корзина, 6 - эстакада
Химическое травление осуществляют в растворах серной или соляной кислоты с добавлением азотной или плавиковой кислоты.
Для понимания сущности травления рассмотрим воздействие водорода на поверхность с окисью железа (окалину). Например, молекула серной кислоты состоит из двух атомов водорода, одного атома серы и четырех атомов кислорода. Атомы водорода обладают свойством выделяться из кислоты, как только в нее будет помещен металл.
Образующаяся на поверхности металла окалина имеет поры и покрывает поверхность неравномерно. Серная кислота проникает через поры и вступает во взаимодействие с поверхностным слоем основного металла. Она действует на основной металл как растворитель, и от действия кислоты происходит бурное выделение водорода. Бурно выделяющийся водород разрыхляет и сбивает окалину.
При травлении поверхности с плотной пленкой окалины пользуются растворами соляной кислоты, так как растворы серной кислоты на такие поверхности действуют значительно медленней.
Содержание серной и соляной кислот в травильных растворах не превышает 20%, более концентрированный раствор может привести к значительному растворению основного металла, т.е. металл будет перетравлен, такой металл имеет черную, глубоко изъеденную поверхность.
В целях устранения неравномерности травления и перетравливания в растворы добавляют травильные присадки (КС, УМ, УНИКОЛ), получаемые путем специальной обработки отходов мясных комбинатов и других пищевых продуктов. Вместо присадок могут применяться так называемые ингибиторы (замедлители).
В процессе травления пленки присадка или ингибитор делает невозможным проникновение водорода в межкристаллические промежутки структуры и таким образом прекращает взаимодействие кислоты с металлом.
Для травления изделий из низкоуглеродистых сталей применяют растворы следующего состава:
первый - серная кислота до 20%, присадка КС 0,1-0,2%, остальное -вода; температура нагрева раствора - 16-20°С (наименьшая) и 50-60°С (наибольшая);
второй - соляная кислота до 20%, присадка КС 0,1-0,2%, остальное -вода; температура нагрева раствора - 30-40° С.
Для травления заготовок из высокоуглеродистых сталей применяют раствор следующего состава (в г на 1 л воды): хлористого натрия 50, серной кислоты 200, присадки КС жидкой 10. Температура нагрева раствора-50-60° С.
Для травления заготовок из нержавеющих и жаропрочных сталей применяют раствор следующего состава (в массовых частях): серной кислоты 14, соляной кислоты 13, азотной кислоты 1 и воды 75. Температура нагрева раствора 50-70°С.
Для травления ванну заполняют на 2/3 глубины проточной водой, затем осторожно вливают кислоту и тщательно перемешивают, доводя до требуемой концентрации, подогревают до нужной температуры и в нагретый раствор добавляют присадку, затем еще раз тщательно перемешивают.
В приготовленную ванну погружают подвешенные или уложенные в проволочную корзину заготовки. Заготовки и корзина не должны соприкасаться со стенами ванны. Встряхивание, периодический подъем и опускание заготовок улучшают процесс травления.
При полной концентрации травление производят с меньшей температурой нагрева ванны. По мере снижения концентрации температуру нагрева ванны постепенно повышают до критической. Травильный раствор, как правило, используют не полностью. Например, ванну с раствором серной кислоты 200 г/л используют до концентрации 100 г/л и после этого заменяют свежим.
Повышение температуры травления выше установленной ослабляет действие присадок. Продолжительность травления поверхности зависит от концентрации раствора, температуры раствора, габаритных размеров изделия, толщины изделия, толщины слоя окалины и др.
После травления с поверхности заготовок удаляют остатки кислоты промывкой в воде.
Хорошо протравленные поверхности имеют равномерный серовато-стальной цвет.
Химическое травление изделий из меди и ее сплавов производят с целью удаления окисных пленок. Различают два способа травления - предварительное и глянцевое.
Предварительное травление меди и ее сплавов осуществляют в растворах азотной и серной кислот с добавкой голландской или глянцевой сажи. При этом применяют раствор следующего состава (в граммах): азотная кислота 200, соляная кислота 1-2, голландская сажа 1-2, вода до 1 л. Температура раствора 18-20° С.
Глянцевое травление меди и ее сплавов осуществляют в травильном растворе следующего состава (в граммах): азотная кислота 75, серная кислота 100, соляная кислота 1, вода до 1 л. Температура воды 18-20° С.
В серийном, крупносерийном и массовом производстве травление черных и цветных металлов производят на полуавтоматических установках (рис. 4) и на автоматических установках с числовым программным управлением (ЧПУ).
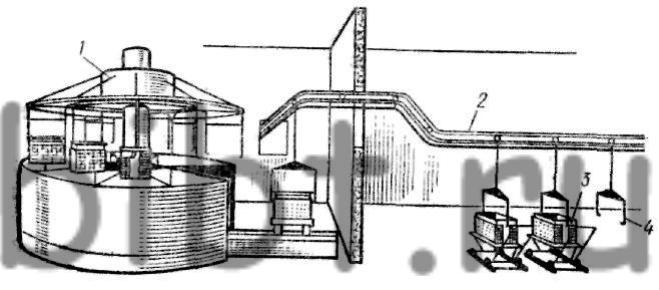
Рис. 4. Полуавтоматическая установка для травления черных и цветных металлов:
1 - установка, 2 - конвейерная линия, 3 - корзина, 4 - подвески
Установка 1 состоит из ванн травления и промывания заготовок. Доставка корзин 3 с заготовками для травления и съем их осуществляется с помощью подвесок 4 конвейерной линии 2.
Электрохимическое травление производится в ваннах, питаемых постоянным электрическим током. При этом заготовка (изделие) подключается к положительному или отрицательному полюсу. В первом случае травление называют анодным, во втором - катодным.
При катодном травлении анодом служит свинцовая пластина. Катодное травление происходит за счет химического восстановления металла из окиси железа и механического отрывания окислов бурно выделяющимся водородом. При катодном травлении возможно насыщение обрабатываемой поверхности водородом, появляется так называемая водородная хрупкость.
При анодном травлении катодом служат свинцовые пластины. Анодное травление происходит вследствие электролитического растворения металлов и механического отрывания пленки окислов выделяющимися пузырьками кислорода. Анодное травление является наиболее распространенным. Получаемая анодным травлением поверхность изделия слегка шероховатая и совершенно чистая.
Для электролитического травления изделий из стали применяют растворы серной кислоты и хлористого натрия или серной кислоты, соляной кислоты и хлористого натрия. Раствор может быть следующего состава (г/л): серная кислота 47,5; соляная кислота 10,3; хлористый натрий 20-25. В этом случае анодом служит пластина из кремнистого чугуна. Плотность тока 8 А/дм2. Продолжительность травления-3-8 мин.
При катодном и анодном травлении присадки не применяют.