
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Глава XI
ПАЯНИЕ И ЛУЖЕНИЕ
§ 1. Паяные соединения, подготовка поверхностей под пайку.
Виды паяных соединений : стыковое, внахлестку, с косым срезом, муфтовое, торцовое и донное фальцевое.
Наиболее распространенными видами паяных соединений являются: стыковое, внахлестку, с косым срезом, муфтовое, торцовое и донное фальцевое.
Стыковые соединения (рис. 102, а) в основном применяют тогда, когда изготовление деталей из целого куска по каким-либо причинам нежелательно и от паяного соединения не требуется большой прочности.
Соединения внахлестку (рис. 102, б) применяются широко, так как обеспечивают высокую прочность благодаря большой площади соприкосновения. Соединения внахлестку не требуют особой подгоночной обработки.

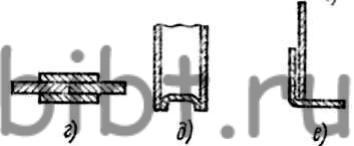
Рис. 102. Виды паяных соединений:
а - стыковое, б - внахлестку, в -с косым срезом, г - муфтовое, д - торцовое, е - донное
Соединения с косым срезом (рис. 102, в) также обеспечивают высокую прочность благодаря большой площади соприкосновения поверхностей. При соединении с косым срезом выполняют тщательную пригоночную обработку, поэтому подготовка к паянию занимает значительное время. Соединения с косым срезом применяют в ответственных конструкциях, например при паянии ленточных пил.
Муфтовые соединения (рис. 102, г) широко применяют при сборке трубопроводов различных систем и подобных им конструкций.
Торцовые соединения (рис. 102, д) применяют в основном при изготовлении герметичных резервуаров при толщине материала до 1,5 мм. При этом обычно применяют донное соединение (рис. 102, е), которое также обеспечивает герметичность.
При подготовке к пайке любой разновидности соединений важным является способ фиксации собираемых деталей. Простейшую фиксацию собираемых деталей осуществляют прижимами, струбцинами и винтовыми приспособлениями. В серийном и массовом производстве для фиксации деталей применяют передвижное приспособление, которое позволяет точно ориентировать детали в пространстве, а также точно выдерживать заданные зазоры (рис. 103).
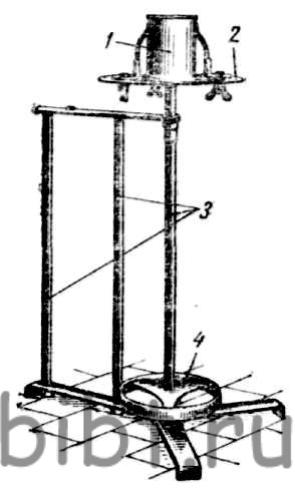
Рис. 103. Передвижное приспособление для паяния днищ и ручек:
1 - изделие, 2 - стол, 3 - трубчатое основание, 4 - педаль
Одним из важнейших элементов технологического процесса пайки является подготовка поверхностей под пайку. Для очистки поверхностей применяют зачистку напильниками, металлическими щетками, шлифовальными кругами, наждачной шкуркой и т. д.
Детали, подвергнутые обработке резанием (всухую), паяют без дополнительной зачистки. Если при механической обработке применяются эмульсия или масло, то их перед пайкой удаляют. После механической зачистки или механической обработки детали подвергают обезжириванию в ацетоне, бензине и других веществах.
В условиях массового производства обезжиривание производят в парах органических растворителей (дихлорэтане, трихлорэтилене и др.) или в горячих щелочных растворах при температуре 70-80° С.
Довольно часто обезжиривание деталей производят в электрических ваннах (электрохимическое обезжиривание). Кроме этого, детали обезжиривают также в специальных ваннах при помощи ультразвука на установках УМГ-2, УЗВ-15, УЗВ-16, УЗВ-17, УЗВ-18, УЗА-1, УЗА-2.