
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Глава XII
РЕЗКА, ФОРМООБРАЗОВАНИЕ КОНЦОВ, РИФЛЕНИЕ И ГИБКА ТРУБ
§ 1. Резка труб. Универсальный ленточно-пильный станок для резки труб. Курвиметр.
Длина заготовки при резке труб определяется по развертке эталонной детали с учетом припусков. Длина развертки эталонной трубы без припусков определяется по развертке эталонной детали одним из следующих способов:
по расчетной формуле;
замером длины развертки эталонной детали курвиметром (рис. 108);
замером длины развертки эталонной детали из нормализованных элементов, которая определяется как сумма длин элементов, рассчитанных по формуле;
замером длины развертки при помощи шнура. Для труб диаметром до 8 мм замер делают через внутреннюю полость трубы или наложением, для труб диаметром свыше 8 мм замер осуществляют по внешнему контуру эталона;
расчетом длины развертки эталонной детали, для чего из точной заготовки трубы вычитается длина отрезанного припуска.
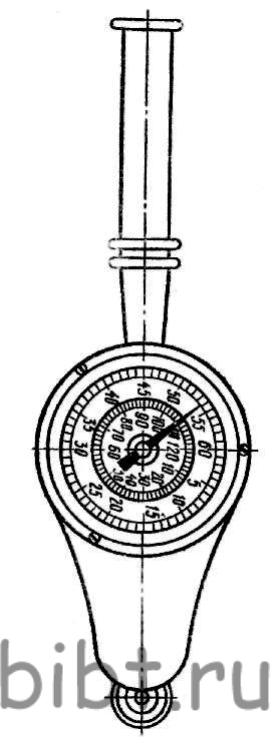
Рис. 108. Курвиметр. Прибор для измерения криволинейных расстояний.
В зависимости от технологических требований резка заготовок производится с припуском на один конец трубы, на оба конца или в номинальный размер.
Заготовки для трубопроводов нарезают на различном оборудовании. Чаще резку выполняют на маятниковых дисковых пилах, аналогичных применяемым для резки профилей.
Для резки труб из цветных материалов используют нормальные дисковые фрезы, применяемые для резки профилей. Стальные углеродистые, нержавеющие и легированные трубы разрезают на маятниковых пилах абразивными дисками.
На дисковых пилах можно резать трубы различных размеров по диаметру, толщине стенки и длине. На этих же пилах, пользуясь поворотным столом, осуществляют резку косых торцов, что дает экономию материала и упрощает технологию изготовления.
Недостатком резки дисковыми пилами является образование больших заусенцев, для удаления которых требуется дополнительная обработка на специальном оборудовании.
Резку труб осуществляют также при помощи ленточных пил, на универсальных ленточно-пильных станках (рис. 109, а-в). Резка на ленточных пилах менее производительна, дает меньшую точность по длине и усложняется при отрезке коротких заготовок.
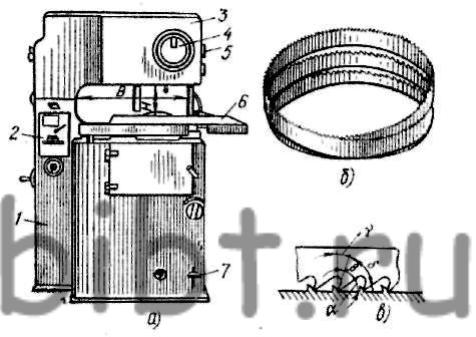
Рис. 109. Универсальный ленточно-пильный станок для резки труб:
а - общий вид, б - бесконечная лента с зубьями, в - геометрия зубьев; 1 - станина, 2 - приборная панель, 3 - кожух, 4 - циферблат, 5 - маховичок, 6 - стол, 7 - педаль
Станина ленточно-пильного станка состоит из верхней и нижней частей. Внутри верхней части, имеющей форму скобы, смонтированы два шкива, закрытых кожухом 3. Ведущий шкив и электродвигатель размещены внутри станины. Рабочий стол имеет прорезь, через которую проходит ленточная пила. Стол устанавливают на высоте 1100 мм от пола. Рабочий стол можно наклонять вправо под углом 30°, а также влево, вперед и назад под углом 10°.
Ленточно-пильные универсальные станки характеризуются размерами вылета В и зева Н станины (скобы). По размеру вылета верхней части станины определяют максимальные размеры (по ширине и длине) материала, который может быть разрезан на данном станке. По размеру зева верхней части станины определяют максимальную высоту заготовки, которая может быть установлена на станке для обработки. Ленточно-пильные универсальные станки изготовляют с вылетом 350-1000 мм и зевом 250-425 мм.