
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Развальцовка концов труб. Общий вид и схема работы развальцовочного станка.
Развальцовка концов труб также является одной из операций формообразования концов труб. Наиболее часто она применяется при изготовлении разъемных ниппельных соединений трубопроводов гидравлических и масляных систем. Развальцовку труб диаметром до 20 мм с толщиной стенки до 1 мм можно осуществить несколькими способами вручную конусной оправкой.
Первый способ развальцовки концов труб (рис. 114) заключается в том, что конец трубы зажимают приспособлением 2, состоящим из двух половин с гнездом по наружному диаметру трубы и конусной частью по форме развальцовки, затем вставляют в трубу оправку 1 и наносят несколько ударов молотком.
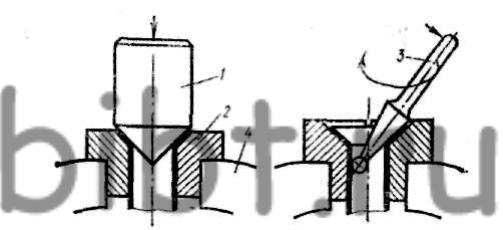
Рис. 114. Схема развальцовки концов труб:
1 - оправка развальцовочная ручная, 2 - приспособление для зажима, 3 - оправка развальцовочная машинная, 4- тиски
Второй способ развальцовки концов труб осуществляют аналогично первому, но вместо нанесения ударов по конусной оправке ее вращают (см. рис. 114), и тем самым производят развальцовку. При развальцовке этими способами требуемого класса шероховатости и правильности конуса получить нельзя, поэтому предпочтительным является третий способ - развальцовка на специальных вальцовочных станках.
Сущность процесса развальцовки на станке состоит в получении конического раструба действием сосредоточенной силы внутри трубы при помощи вращающегося инструмента.
Схема процесса развальцовки трубы на станке показана на рис. 115. Инструменту сообщаются два движения: поступательное под действием силы Р и вращательное под действием крутящего момента М.
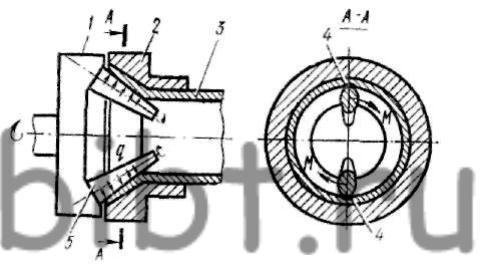
Рис. 115. Схема развальцовки трубы на станке ТР-1:
1 - оправка, 2 - ниппель, 3 - труба, 4 - зона местной пластической деформации, 5 - ролик
Местные давления действуют на малых участках, в местах соприкосновения участка трубы 3 с роликами 5. Поэтому небольшое усилие Р вызывает значительные давления, что создает зоны 4 пластической деформации трубы. При вращении оправки 1 зона пластической деформации распространяется по всей окружности раструба и диаметр трубы увеличивается. При этом происходит уменьшение исходной толщины стенки трубы S0 до S1 (S0 - исходная толщина, S1 - раскатанная толщина).
На рис. 116 показаны общий вид (а) и схема работы (б) развальцовочного станка. Вращающаяся оправка 3 закрепляется в шпинделе 4. Шпиндель при вращении подается вдоль оси трубы, при этом коническая часть оправки будет развальцовывать конец 1 трубы, закрепленной в зажимных губках 2. При движении шпинделя по направлению к трубе упор отводится механизмом 5.
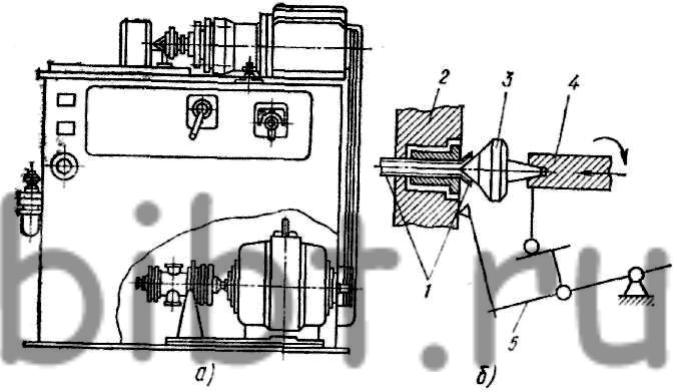
Рис. 116. Общий вид (а) и схема работы (б) развальцовочного станка:
1 - конец трубы, 2 - зажимные губки, 3 - оправка, 4 - шпиндель, 5 - механизм отвода
При развальцовке труб на оборудовании любого вида применяют следующие инструменты:
работающие по принципу качения, подразделяющиеся на трех- и пятироликовые развальцовки. Для труб из алюминиевых сплавов диаметром свыше 14 мм - инструменты, работающие по принципу скольжения;
для развальцовки всех остальных труб, не идущих под ниппельные соединения, а также для труб со сферической развальцовкой - инструмент, работающий по принципу скольжения.