
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Штамп для обжима концов труб. Обжим труб проталкиванием в кольцевую матрицу.
Обжим проталкиванием трубы в кольцевую матрицу. Схема штампа для обжима концов труб таким способом показана на рис. 119. Заготовку детали 2 диаметром D0 укладывают в матрицу 3, имеющую конусную заходную и калибрующую часть диаметром d. При ходе пресса пуансон 1 фиксирует трубу по наружному диаметру и проталкивает ее нижнюю часть в матрицу, обжимая конец трубы до диаметра d.
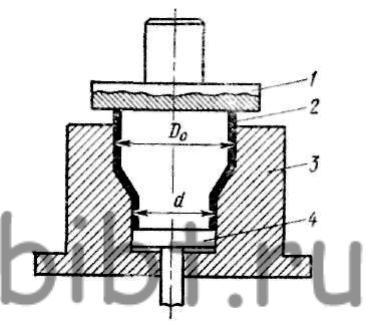
Рис. 119. Штамп для обжима концов труб:
1 - пуансон, 2 - деталь, 3 - матрица, 4 - выталкиватель
Предел уменьшения диаметра исходной трубы определяется потерей устойчивости (продольным изгибом) стенки необжатой части и пластичностью материала. Потеря устойчивости наступает в момент, когда напряжение в материале достигает предела текучести.
На устойчивость стенки трубы влияет отношение толщины трубы к наружному диаметру S0/D0.
Максимальная степень обжима трубы определяется предельным значением коэффициента обжима К0= D0/d.
Хорошие результаты при обжиме дает местный нагрев концов трубы. Особенно эффективен нагрев при обжиме труб из алюминиевых сплавов Д16 и АМц.