
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Обжим концов труб по сфере. Обжиме концов длинных труб.
Штамп с разъемной матрицей для обжима концов труб. Штамп для сплющивания труб.
Применяют и обжим концов труб по сфере. Эту операцию производят или проталкиванием трубы в цельную кольцевую матрицу, или обжимом концов в штампах с разъемной матрицей.
При обжиме концов длинных труб (рис. 121) проталкиванием трубу для устойчивости зажимают по недеформируемой части. При этом удобнее надвигать матрицу на конец трубы. При верхнем положении ползуна пресса подвижная матрица 1 находится в крайнем левом положении, так как клин 2 верхней частью отодвигает матрицу. В неподвижный упор укладывается заготовка (деталь) 6.
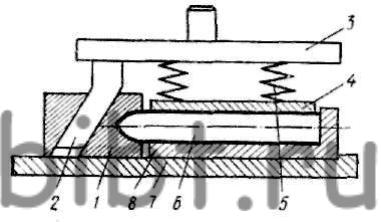
Рис. 121. Штамп для обжима концов длинных труб:
1 - подвижная матрица, 2 - клин, 3 -верхняя плита, 4-подвижный прижим, 5 - пружины, 6 - деталь, 7 - нижняя плата, 8 - неподвижный упор
При рабочем ходе пресса подвижный прижим 4 зажимает трубу. Дальнейшее опускание верхней плиты 3 вызывает перемещение вправо подвижной матрицы 1, так как клин 2 нижней частью давит на правую часть косого паза матрицы. Матрица своей рабочей частью, имеющая форму детали, надвигается на трубу и обжимает ее до заданного размера. Уменьшение диаметра обжатой части трубы регулируется положением ползуна в нижней мертвой точке.
Количество переходов при обжиме по сфере определяется так же, как и при обжиме по цилиндру. При необходимости проводят промежуточные отжиги.
Для обжима концов труб по сфере в штампах с разъемной матрицей (рис. 122) верхняя и нижняя части матрицы 1 и 3 имеют выточку по форме сферы. Штамп устанавливается на быстроходный эксцентриковый пресс с малым ходом. При включении самохода верхняя часть матрицы 1 будет совершать колебательное движение. Заготовку вводят в рабочую зону штампа, имеющую цилиндрическую форму, и вращая трубу вокруг своей оси, постепенно перемещают ее в сферическую часть матрицы. При резкой подаче трубы в рабочую зону могут образоваться складки, которые выправить невозможно.
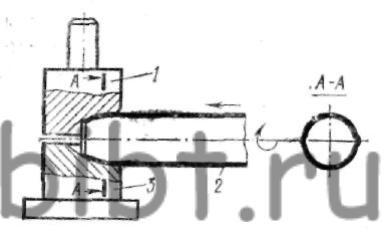
Рис. 122. Штамп с разъемной матрицей для обжима концов труб:
1, 3 - верхняя и нижняя матрицы, 2 - заготовка
Трубы со сплющенным концом применяют для различных стоек и раскосов. Сплющенные концы располагаются относительно оси трубы симметрично или асимметрично. Величина сплющивания z также может быть различной. Иногда между сплющенными внутренними стенками оставляют щель z>2S, в других случаях толщина сплющенной части z=2S, а в третьих при сплющивании производят подчеканку и z<2S. Сплющивание обычно осуществляют в штампах (рис. 123).
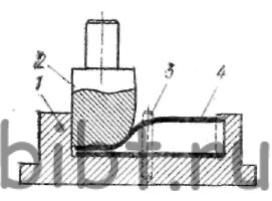
Рис. 123. Штамп для сплющивания труб:
1 - матрица, 2 - пуансон, 3 - фиксатор, 4 - заготовка
Для труб топливных, дренажных и сливных систем, работающих при низких давлениях, могут применяться дюритовые или ограниченно подвижные соединения. Для такого вида соединений на концах труб производят накатывание буртика или зига. Зиговку труб производят на зиговочных станках или на установках с гидроприводом при помощи резины.