
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 20. БЕСЦЕНТРОВОЕ ШЛИФОВАНИЕ НА ЖЕСТКИХ ОПОРАХ.
Способы бесцентрового шлифования на жестких опорах внутреннего кольца шарикоподшипника.
Геометрическая точность изделий, которые шлифуют с использованием зажимных приспособлений, связанных со шпинделем бабки изделия, даже при тщательной подготовке станка и оснастки не всегда отвечает техническим условиям.
Точность обрабатываемых поверхностей при наружном и внутреннем бесцентровом шлифовании значительно повышается при использовании жестких опор, так как в этом случае отсутствует жесткая связь шлифуемой детали со шпинделем станка, кроме того, увеличивается производительность труда.
На рис. 47-49 показаны различные способы шлифования на жестких опорах внутреннего кольца шарикоподшипника. Во всех приведенных примерах шлифуемое кольцо наружной или внутренней цилиндрической поверхностью опирается на две жесткие опоры, остающиеся неподвижными в процессе шлифования. Торец шлифуемого кольца прижимается к поверхности планшайбы, закрепленной на шпинделе бабки изделия, строго перпендикулярной оси вращения шпинделя.
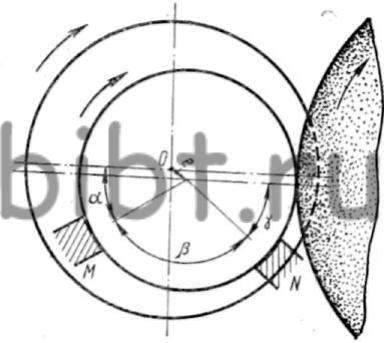
Рис. 47. Схема бесцентрового шлифования наружной поверхности с базированием по шлифуемой поверхности
Жесткие опоры (башмаки) располагаются таким образом, чтобы центр шлифуемого кольца был смещен от центра вращающейся планшайбы на величину е. При вращении планшайбы шлифуемое кольцо под воздействием башмаков М и N непрерывно смещается по поверхности планшайбы и возникающий при этом момент трения постоянно прижимает шлифуемое кольцо к башмакам.
Направление равнодействующей силы трения на поверхности планшайбы и силы, с которой шлифовальный круг действует на кольцо, должно быть в пределах угла β (β - угол между осями башмаков).
В настоящее время способ бесцентрового шлифования на жестких опорах получил широкое распространение, в особенности на подшипниковых заводах. На рис. 47 показано бесцентровое шлифование на жестких опорах желоба внутреннего кольца шарикоподшипника с базированием по этому же желобу. При шлифовании этим способом изделие шлифуемой поверхностью опирается на две жесткие опоры М и N. Непрерывность этого контакта поддерживается автоматически благодаря смещению оси шлифуемого кольца от оси вращения шпинделя. Прижим по торцу осуществляется магнитным патроном, торец которого выполняет функции планшайбы.
Смещение центра шлифуемого кольца от оси шпинделя бабки изделия принимается: lx=ly= 0,4 мм.
В процессе работы, в результате интенсивного трения, опоры постепенно истираются, что приводит к увеличению первоначально выбранного эксцентриситета. Однако твердосплавные опоры настолько износостойки, что в течение 4-5 смен процесс протекает без заметного отступления от заданных параметров.
Для нормального протекания процесса шлифования также имеет большое значение расположение опор. Для схемы шлифования, приведенной на рис. 47, хорошие результаты обеспечивает расположение башмаков под углом β=110° и γ = 45°, за начало отсчета углов берется ось, соединяющая центр шлифуемого кольца с точкой касания детали и шлифовального круга.
На рис. 48 показана схема бесцентрового шлифования наружной поверхности с базированием по отверстию. Шлифуемое кольцо надевается на оправку с двумя твердосплавными башмаками. Башмак N расположен по оси, соединяющей центр шлифуемого кольца с точкой контакта шлифовального круга с кольцом, а ось башмака М образует с осью башмака N угол 90°. Смещение оси кольца от оси вращающегося шпинделя применяется так же, как и в первом случае lx= 1y=0,4 мм.
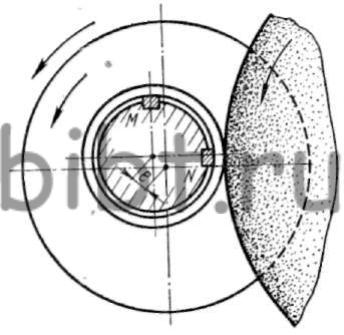
Рис. 48. Схема бесцентрового шлифования наружной поверхности с базированием по отверстию
Преимуществом этого способа шлифования является почти полное отсутствие разностенности, что для подшипниковых колец очень важно. Вместе с тем при этом способе хуже исправляется овальность и гранность шлифуемого кольца, так как шлифуемая поверхность копирует форму базовой поверхности.
Если при этом способе шлифования переместить башмак N так, чтобы он составил с башмаком М угол 135°, то копирование овала и гранности базовой поверхности уменьшится, но зато в этом случае возрастет разностенность.
На рис. 49 показана схема бесцентрового шлифования отверстия с базированием по наружному диаметру. При этом способе применяется такое же смещение оси шлифуемой детали от оси шпинделя бабки изделия, как и в предыдущих. Направление смещения в этом случае будет вверх и вправо от оси шпинделя. Башмак N расположен по оси, соединяющей центр торца шлифуемого кольца с точкой контакта шлифовального круга с деталью. Башмак М устанавливается под углом 90-100° к башмаку N.
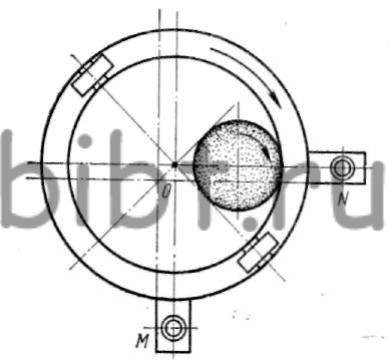
Рис. 49. Схема бесцентрового шлифования отверстии с базированием по наружной и цилиндрической поверхности
Режимы бесцентрового шлифования на жестких опорах деталей диаметром 50-75 мм.