
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 51. СКОРОСТНОЕ И СИЛОВОЕ ШЛИФОВАНИЕ.
Схема охватывающего шлифования.
Одним из путей повышения производительности труда и снижения себестоимости при шлифовании металлов является увеличение скорости вращения шлифовальных кругов и глубины резания.
Для скоростных шлифовальных кругов в СССР принята рабочая окружная скорость 50 м/с вместо применяемой при обычном шлифовании 25-35 м/с. Одновременно повышается окружная скорость детали до 60 м/мин и более.
При увеличении скорости круга без изменения минутной поперечной подачи уменьшается износ круга в среднем на 50%, ибо уменьшается средняя толщина стружки и, следовательно, нагрузка на зерно, улучшается качество обрабатываемой поверхности на два класса за счет уменьшения глубины врезания отдельных зерен при постоянном съеме металла.
Такой метод применяют, если нужно повысить класс шероховатости обрабатываемой поверхности. Можно производить шлифование с пропорционально увеличивающейся скоростью и минутной поперечной подачей, обеспечивающими значительное повышение производительности труда. Выполняют также шлифование с увеличенной скоростью круга и непропорционально увеличенной минутной поперечной подачей. При этом несколько меньше возрастают производительность и класс шероховатости поверхности, чем в предыдущих случаях.
Мощность, затрачиваемая при скоростном шлифовании, возрастает на 20-30%, а съем металла на 40% и более по сравнению с обычным шлифованием.
При скоростном шлифовании расход шлифовальных кругов на 20%) меньше, чем при обычном шлифовании, причем для шлифования углеродистых конструкционных сталей расход уменьшается на 50%.
В процессе скоростного шлифования, как и при обычном, мягкие круги затупляются быстрее, чем твердые.
Шероховатость поверхности детали большая при работе мягкими кругами, чем при работе твердыми. При увеличении твердости кругов уменьшается съем металла и шероховатость поверхности, примерно в такой же зависимости как и при обычном шлифовании. Наибольший съем металла получается при работе кругами твердости С1, наименьший - СТ1.
Силовое шлифование заключается в там, что к шлифуемой поверхности круг прижимается с большой силой, чтобы снимать стружку большой глубины. В последнее время ряд точных заготовок с общим припуском до 5 мм обрабатывают шлифованием, причем черновая обработка осуществляется методом силового шлифования, позволяющим значительно уменьшить число рабочих ходов круга. При скоростном шлифовании применяют упрочненные кожухи, которые большим количеством болтов крепят к станку. Под влиянием центробежной силы, возникающей в кругах при вращении, в них появляются напряжения растяжения. При увеличении окружной скорости круга напряжения возрастают (пропорционально квадрату окружной скорости. В связи с этим круги для скоростного шлифования должны обладать повышенной прочностью.
Такие круги изготовляют из нормального и белого электрокорундов на керамической, бакелитовой и вулканитовой связках и повышенной пористости.
Повышение прочности керамических и вулканитовых кругов достигается применением специально разработанных связок. В скоростные бакелитовые круги заделывают стальные армирующие кольца или тканевые прокладки. Перед установкой на станок такие круги испытывают на прочность повторно. Двукратное испытание кругов гарантирует безопасность работы на высоких скоростях.
Для перехода на скоростное шлифование станков старых выпусков, кроме установки упрочненных кожухов, следует произвести специальную подготовку станка. Станки, выпускаемые в последние годы, рассчитаны на скоростное шлифование.
Для шлифования коротких деталей (кольца подшипников, ролики и др.) применяют скоростное охватывающее шлифование (рис. 98). Шлифовальный круг состоит из сегментов 1, установленных на бандаже и скрепленных кольцевым диском 2 при помощи винтов на держателе круга 4. Держатель закрепляется в шпинделе 5 шлифовальной бабки.
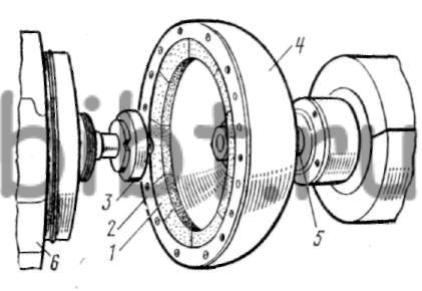
Рис. 98. Схема охватывающего шлифования
Деталь 3 закреплена в патроне шпинделя передней бабки 6. В таком круге силы инерции стремятся не разорвать круг, а сжать его. Так как прочность круга при сжимающих усилиях значительно больше, чем при растягивающих, то такой круг не разрывается при скоростях порядка 100 м/с.