
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 57. КОНТРОЛЬ ФАСОННЫХ ДЕТАЛЕЙ.
Приспособление с синусным столом.
Существуют различные способы контроля фасонных деталей. Один из часто применяемых способов - проверка детали специальным шаблоном. Так как изготовление шаблонов довольно трудоемко, то они применяются только в серийном производстве. При единичном шлифовании профильных детален целесообразно пользоваться универсальными средствами контроля. Так, например, деталь, показанную на рис. 103, можно проверить следующим образом. Диаметры d и D проверяют микрометром, а угол α проверяют с помощью универсального приспособления с синусным столом (рис. 104). В хорошо оснащенных цехах для контроля фасонных деталей часто также используются специальные проекционные аппараты. Этот метод состоит в том, что па экран аппарата проектируется профиль проверяемой детали в увеличенном масштабе (в 10, 25 или 50 раз).
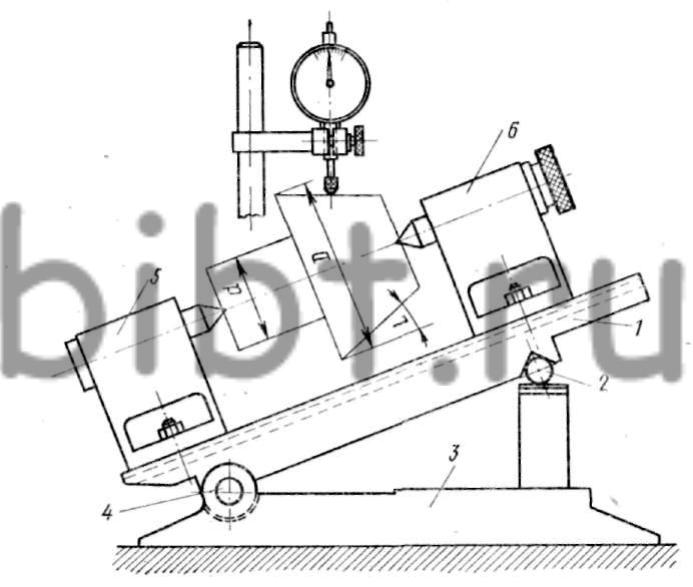
Рис. 104. Приспособление с синусным столом
Сравнивая контур проктируемого профиля с профилем, вычерченным с соответствующим увеличением на листе ватмана или кальки и закрепленным на экране, можно вынести заключение о годности детали.
В ответственных случаях, например, при шлифовании круглых фасонных резцов, проверку их производят на инструментальном микроскопе.
На поворотный стол 1 приспособления установлены центровые бабки 5 и 6, которые передвигаются и закрепляются в соответствии с длиной детали. На нижней поверхности стола 1 находятся палец 4 и ролик 2, расстояние между которыми выдержано с большой точностью и равно (в данном случае) 250 мм. Палец 4 шарнирно соединяет поворотный стол 1 с плитой 3.
При проверке конуса детали, например с углом при вершине 32°, деталь устанавливают в приспособление, как показано на рис. 104. По таблице синусов находят синус угла 16° (угол уклона на конус замеряемой детали), который равен 0,27564. Учитывая, что расстояние между роликами приспособления l = 250 мм, находим высоту Н блока мерных плиток, который необходимо подложить под ролик 2 поворотного стола: Н = 0,27564 X 250 = 68,91 мм. После этого индикатором, закрепленным на стойке, проверяют параллельность верхней образующей конуса детали плоскости плиты. Если угол прошлифован правильно, то стрелка индикатора останется на нуле.
Контрольные вопросы
1. В чем отличие профильного шлифования от круглого?
2. Каковы особенности профильного шлифования на круглошлифовальных станках?
3. Как шлифуют валки для поперечной прокатки иголок?
4. Как шлифуют длинные нежесткие детали?
5. Какие схемы копирования применяют на круглошлифовальных станках?
6. Как работает приспособление для наружного профильного шлифования?