
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 60. ПРИПУСКИ НА ШЛИФОВАНИЕ.
Рекомендуемые значения пропусков : при круглом наружном шлифовании, при внутреннем шлифовании.
Припуском при шлифовании называют слои металла, снимаемый с заготовки во время шлифования для получения готовой детали. Различают общие и межоперационные припуски. Общим припуском называют сумму припусков во всех операциях изготовления детали. Общий припуск определяется разностью размеров заготовки и готовой детали. Операционным припуском называют слой металла, снимаемый при данной операции.
Величина припуска значительно влияет на производительность и себестоимость процесса обработки. Чем больше припуск, тем больше трудоемкость механической обработки, выше расход электроэнергии и режущего инструмента, больше расход металла и т. д. Припуски для шлифования снижают путем повышения точности изготовления заготовки или выполнения предварительных механических операций, однако небольшие припуски требуют более тщательной установки деталей па станках и в приспособлениях.
При установлении припусков на обработку необходимо иметь в виду, что номинальная величина припуска может колебаться в пределах величины операционного допуска.
Величина припуска зависит от формы и размеров детали, точности заготовки, поступающей на шлифование, требований к точности деталей и шероховатости поверхности, от величины дефектного поверхностного слоя. Припуски для обработки выбирают по данным технических справочников или заводских нормалей.
Примерные величины припусков при круглом наружном, внутреннем и бесцентровом шлифовании приведены в табл. 9 и 10.
9. Рекомендуемые значения пропусков при круглом наружном шлифовании
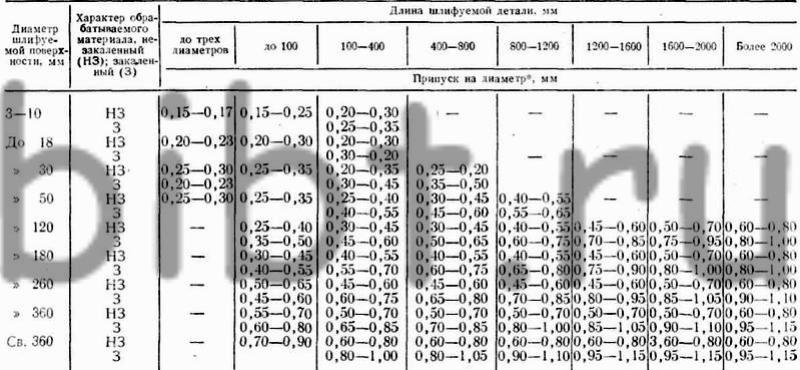
* Для длинных и тонких изделий, имеющих наименьшую деформацию после термической обработки или проходящих тщательную правку перед шлифованием.
10. Рекомендуемые значения припусков при внутреннем шлифовании
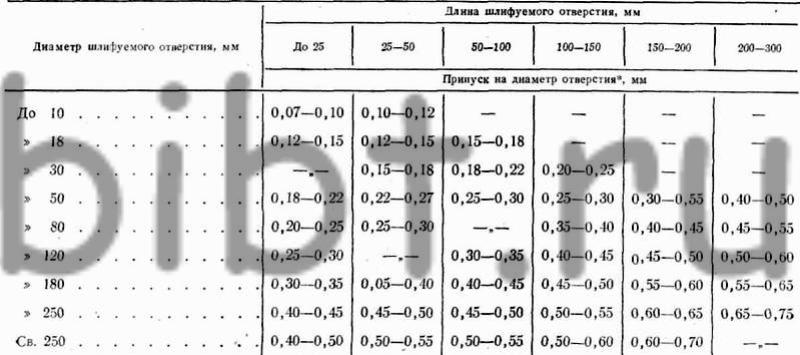
* Для изделии, имеющих наименьшее коробление при термической обработке.
При определении припусков на шлифование необходимо учитывать погрешности геометрической формы заготовок, а также величину обезуглероженного поверхностного слоя, получающегося после термообработки, этот слой при шлифовании может иметь прижоги.