
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Литье в оболочковые формы
Одним из передовых технологических процессов получения отливок является литье в оболочковые формы, называемые также «корковыми».
Этот способ заключается в следующем: литейную форму изготовляют из смеси 95% кварцевого песка с 5% бакелитовой смолы, имеющей свойство полимеризоваться при температуре 300—350° С.
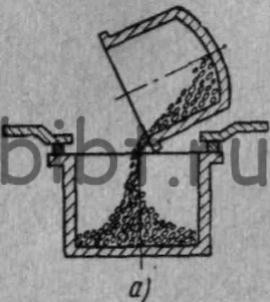
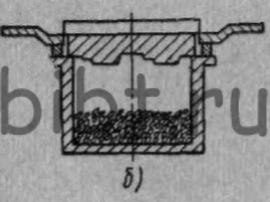
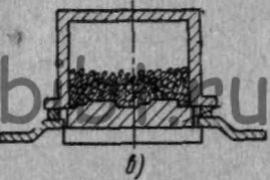
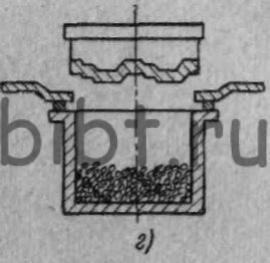
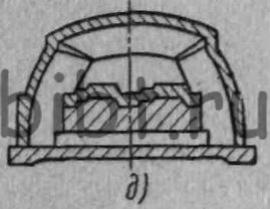
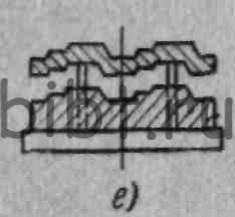
Рис. 56. Схема изготовления оболочковой формы:
а — засыпка формовочной смеси; б — наложение модельной плиты; в — переворачивание резервуара с формовочной смесью; г — снятие модельной плиты с образовавшейся коркой; д — полимеризация оболочки в печи; е — снятие готовой полуформы с модельной плиты
Металлическую модель с подмодельной доской подогревают до температуры 150—200° С и на нее наносят эту формовочную смесь (обычно погружением в ящик с такой смесью). При этом бакелитовая смола расплавляется в слое толщиной 5—10 мм и связывает зерна песка.
После стряхивания лишней смеси модель и подмодельная плита оказываются покрытыми коркой (рис. 56). Их нагревают в другой печи до температуры 300-350°С, где в течение 1—3 мин бакелитовая смола полимеризуется и корка затвердевает. После снятия с модели полуформы спаривают путем склеивания или сжатия струбцинами и помещают в металлический ящик, засыпая форму снаружи чугунной дробью, чтобы избежать разрушения ее при заливке металлом.
После остывания отливки оболочковая форма легко разрушается.
Точность отливок, полученных в оболочковых формах, значительно выше, чем отлитых в песчаные формы. При этом способе сравнительно легко осуществляется автоматизация процесса формовки.