
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Литье в постоянные формы.
Наиболее распространенным видом постоянных форм являются кокили — металлические формы.
При литье в кокили получают отливки более точные, чем при литье в песчаные или стержневые формы. Качество металла при таком способе получается высоким. Структура его — мелкокристаллическая. Последнее обстоятельство обусловлено быстрым остыванием металла в металлической форме.
В кокилях льют чаще всего детали из цветных сплавов, однако при значительных программах выпуска в металлических формах отливают и детали из черных металлов.
Существуют автоматические литейные машины для отливки в металлические формы.
Кокили изготовляют главным образом из чугуна, реже — из стали. Перед заливкой формы смазывают жидким стеклом с магнезитом пли с маршалитом, глиноземом И подогревают (при литье алюминиевых сплавов до температуры 250—350° С).
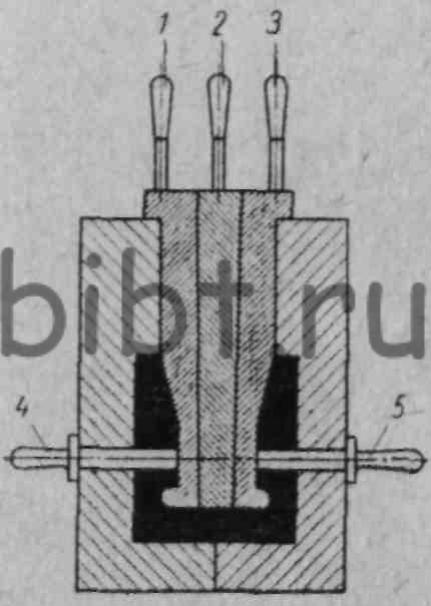
Рис. 57. Схема отливки поршня 1—5— металлические стержни
Кокиль для отливки алюминиевого поршня показан на рис. 57. Постоянные стальные формы применяют также при литье под давлением из цветных сплавов на особых литейных машинах (шприц-машины), где расплавленный металл впрыскивается в форму под действием поршня или сжатого воздуха. Этот способ применяют для изготовления мелких точных отливок главным образом из цинковых, алюминиевых и магниевых сплавов. Такие отливки выполняются с весьма высокой точностью. В них при литье могут быть образованы отверстия и каналы диаметром 2—3 мм и резьба без последующей механической обработки, что неосуществимо при других способах литья. Этим способом можно получить отливки с малой толщиной стенок и с мелкозернистой структурой.
Производительность машины до 1000 отливок в час для литья под давлением.
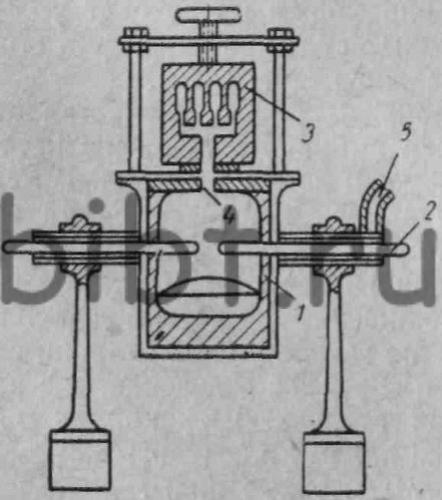
Рис. 58. Схема заливки под давлением в электропечи
На рис. 58 показана схема заливки блока форм непосредственно в печи под давлением. В дуговой электропечи 1 с электродами 2 расплавляется металл. На печи закрепляется нагретая форма 3. После выключения тока печь опрокидывают и подают в нее сжатый воздух через цапфу по трубопроводу 5. Металл под давлением поступает через отверстие 4 в форму. В производстве эксплуатируются и другие более совершенные машины для литья под давлением.
Особым способом литья с применением постоянных форм является центробежное литье. В этом случае чугунная или стальная металлическая форма, обычно футерованная изнутри огнеупорным материалом, приводится во вращение на особой машине (рис. 59).
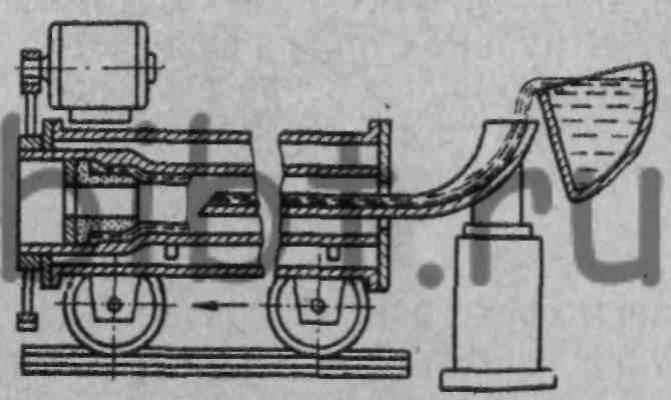
Рис. 59. Центробежная отливка трубы
Во вращающуюся форму заливают металл, который под действием центробежной силы прижимается к стенкам формы. Этот способ применяют главным образом для отливки чугунных деталей, имеющих вид тел вращения (трубы, втулки, стаканы, гильзы). При вращении формы происходит уплотнение металла вследствие центробежных сил, прижимающих его к стенкам формы. Формы предварительно подогревают.