
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Одноручьевые и многоручьевые штампы
Схема одноручьевого штампа показана на рис. 63.
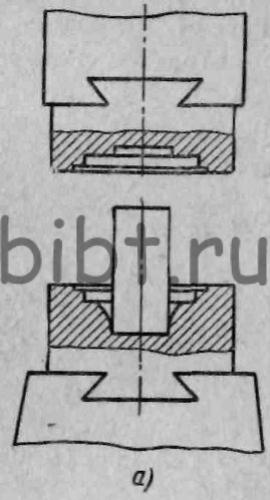
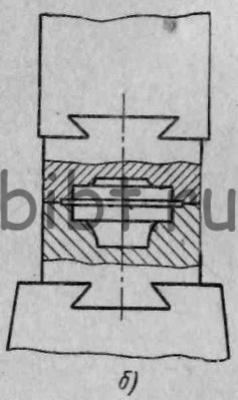
Рис. 63. Одноручьевой штамп для горячей штамповки
Штамп состоит из двух частей, одна из которых прикрепляется к подштамповой плите шабота, а другая — к бабе.
Заготовка помещается в ручей нижней части штампа (рис. 63, а) и при ударах верхней его части заполняет ручей (рис. 63, б). Так как трудно подготовить заготовку для штамповки с объемом, точно соответствующим объему ручья, то для уверенности в том, что ручей будет заполнен полностью, объем заготовки берут несколько большим объема ручья штампа. Излишек металла выдавливается из ручья в особые выемки, устроенные в поверхностях разъема частей штампа. При этом у готовой поковки образуется заусенец («облой»), который в дальнейшем обрезается в обрезном штампе.
Обрезка в зависимости от толщины облоя, размеров поковки и свойств материала производится с нагревом (горячая обрезка) или без нагрева (холодная обрезка).
Для того чтобы можно было извлечь поковку из штампа, стенки ручьев делают с штамповочными уклонами. Уклоны должны быть также и у пуансонов, которые образуют впадины или отверстия в поковке.
В многоручьевых штампах ручьи подразделяются на заготовительные, штамповочные и отрезные. В первых производится предварительное формообразование поковки, а в штамповочных — ее окончательное формообразование.
Ковку в штампах производят на оборудовании следующих видов:
паровоздушных молотах, фрикционных молотах, кривошипных прессах, горизонтально-ковочных машинах, на электровысадочных машинах, на гибочных машинах (бульдозерах).
Паровоздушные молоты рассмотрены на стр. 128. Фрикционные молоты устроены следующим образом: к деревянной вертикально расположенной доске прикреплена баба. Эта доска поднимается двумя вращающимися роликами, прижимаемыми к ней. После подъема бабы доска затормаживается двумя кулаками, при отводе которых нажатием педали ролики расходятся, доска освобождается и падает вниз; баба с закрепленной верхней частью штампа, падая, наносит удар.
Значительно совершеннее машины, называемые штамповочными кривошипными прессами. Они имеют более высокий к. п. д., большую производительность, более высокую точность штамповки, чем паровоздушные и фрикционные молоты. В кривошипных прессах верхняя часть штампа закреплена в ползуне, приводимом в движение шатуном от кривошипного вала. Усилие на ползуне у таких прессов 200—10 000 т. Примеры штамповки деталей показаны на рис. 64.
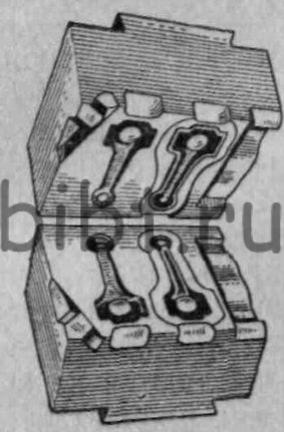
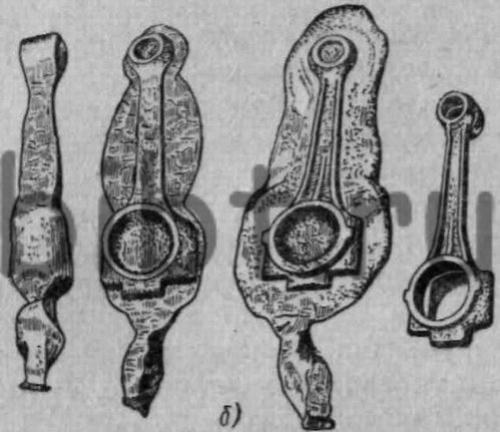
Рис. 64. Штамповка шатуна: а — штамп; б — стадии штамповки