
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Горизонтально-ковочные машины ГКМ.
На
горизонтально-ковочных машинах (ГКМ) производят поковки, имеющие вид
колец, втулок и дисков с отверстиями.
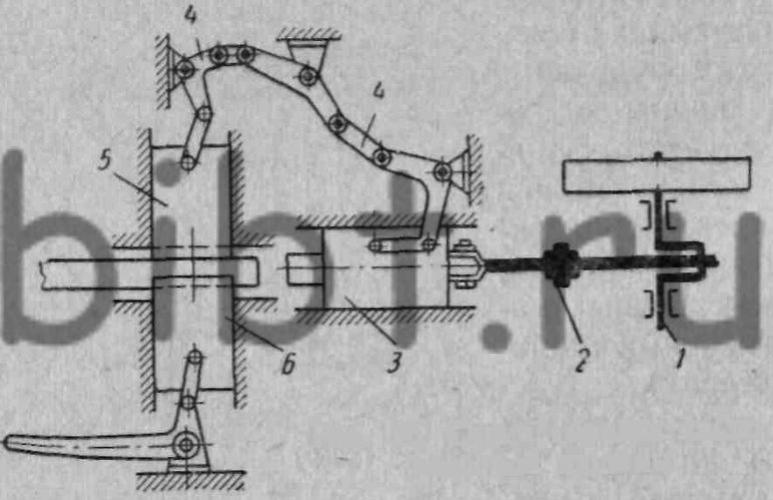
Рис. 65. Схема горизонтально-ковочной машины
Горизонтально-ковочная машина устроена следующим образом (рис. 65): от кривошипного вала 1, вращаемого электродвигателем, шатун 2 передает движение главному ползуну 3. Одновременно эксцентрик приводит в движение боковой ползун 6, который связан системой рычагов 4 с подвижной щекой 5. Процесс штамповки может быть уяснен из примера высадки вала с фланцем (рис. 66).
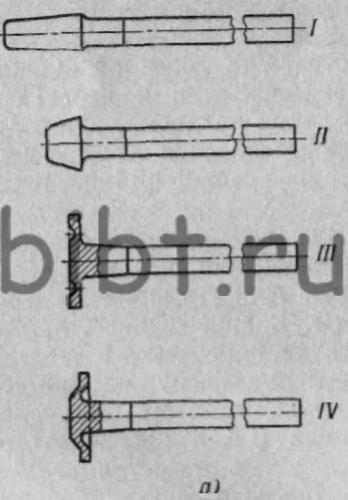
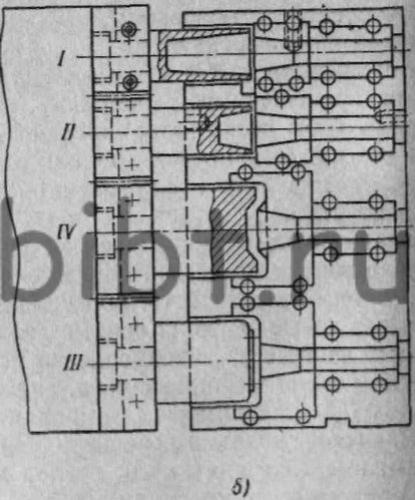
Рис 66. Стадии высадки вала с фланцем (а) и штамп (б) для горизонтально-ковочной машины; I - IV - последовательные стадии высадки
В этом случае нагретый конец заготовки вводится в высадочный ручей и зажимается между неподвижной и подвижной частями штампа, помещенного на соответствующих щеках (см. рис. 65). При этом часть заготовки выступает из них. Пуансоном главного ползуна эта часть прутка высаживается и заполняет полость в штампе. Высадка может последовательно производиться в нескольких ручьях.
В тех случаях, когда производится высадка из прутка, его штампованная часть отрубается в особом отрезном ручье.
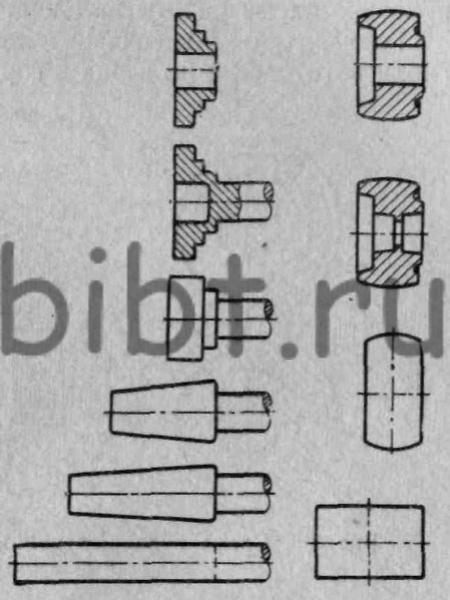
Рис. 67. Стадии штамповки на ГКМ поковок с отверстием
При изготовлении поковок, имеющих вид кольца, процесс штамповки состоит из набора металла, формовки, прошивки (рис. 67) и просечки. В этом случае наиболее целесообразно диаметр заготовки согласовывать с диаметром отверстия в готовой поковке. Тогда, после придания внешней формы поковке в следующем ручье, пуансон прошивает в ней отверстие, диаметр которого равен диаметру прутка, а последний будет вытолкнут обратно пуансоном.
Достоинством штамповки на горизонтально-ковочных машинах является, помимо высокой производительности (400—900 поковок в час), возможность получать точные изделия почти без заусенцев и без штамповочных уклонов на внешних поверхностях поковки. Однако применять горизонтально-ковочные машины целесообразно только в условиях серийного и массового производства, так как затраты на штампы и наладки машины велики.