
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Разделительные операции вштампах .
Отрезка — отделение части материала по незамкнутому контуру — производится ножницами с параллельно движущимися ножами, гильотинными, дисковыми с прямопоставленными ножами, дисковыми с наклонно поставленными ножами и вибрационными. Первые три типа ножниц используют для отрезки по прямой, а последние два типа ножниц обычно применяют для криволинейной отрезки и вырезки деталей с замкнутым контуром.
Отрезка заготовок (деталей) от полос, лент и очень редко листов может осуществляться, кроме того, в штампах на прессах. Отрезка заготовок от прутков фасонного проката, гнутых и прессованных профилей осуществляется ножницами для сортового проката или в специальных штампах.
Вырубка деталей заготовок — отделение одной части материала от другой по замкнутому контуру. Вырубка одна из наиболее распространенных штамповочных операций; ее производят в штампах на прессах. Вырубные штампы состоят из рабочей части, т. е. пуансона и матрицы; направляющих деталей, обеспечивающих требуемое перемещение пуансона относительно матрицы; направляющих деталей для материала, поступающего в штамп; деталей, фиксирующих положение заготовки относительно рабочих частей штампа; деталей для съема отходов и удаления вырубленной детали и деталей крепления. В зависимости от исполнения направляющих деталей вырубные штампы бывают открытые, с направляющей плитой и с направляющими колонками.
Открытые вырубные штампы, т. е. штампы, в которых направляющие детали для перемещения пуансона отсутствуют, применяют очень редко, главным образом при вырубке деталей значительной толщины (более 5 мм). Эти штампы опасны в работе и имеют малый срок службы.
Штампы с направляющей плитой применяют сравнительно редко. Затраты на изготовление этих штампов большие, а стойкость мала.
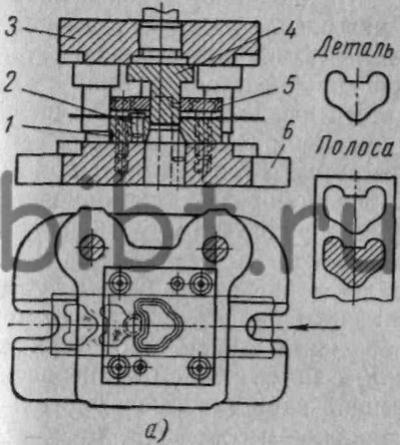
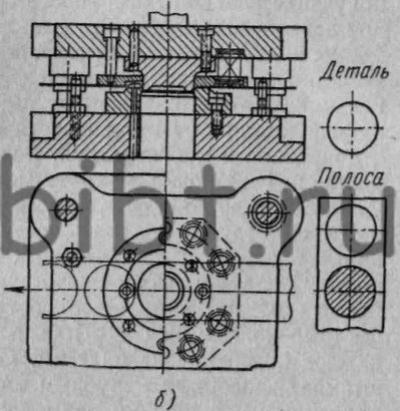
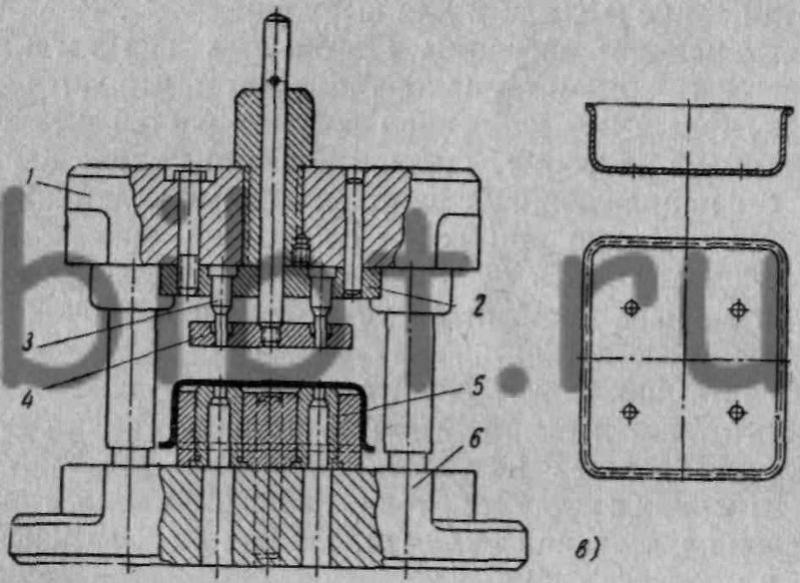
Рис. 78. Вырубные и дыропробивные штампы с направлением по колонкам:
а — с жестким съемником; 5 — с пружинным съемником; в — штамп для пробивки отверстия в полой коробчатой детали
Вырубные штампы с направляющими колонками имеют наибольшее применение в машиностроительном производстве. Два вырубных штампа с направлением по колонкам показаны и на рис. 78, а и б. В штампе, показанном на рис. 78, а, полоса укладывается на матрицу 1 и продвигается до упора 2. При опускании верхней плиты штампа 3, на которой укреплен пуансон 4, происходит вырубка детали. Вырубленная деталь через матрицу, окно в нижней плите 6 и столе пресса падает в тару. Полоса остается на пуансоне.
При подъеме пуансона полоса удерживается съемником 5, а затем падает на поверхность матрицы. Полосу перемещают до упора, включают пресс. Ползун пресса, а вместе с ним и верхняя плита вместе с пуансоном по направляющим колонкам опускаются. Происходит вырубка, после чего цикл повторяется в описанной последовательности. Штамп, показанный на рис. 78, б, отличается устройством съемника. В отличие от рассмотренного штампа, где съемник был жесткий и располагался над матрицей, здесь съемник находится под действием пружин и расположен в верхней части штампа.
Пробивка отличается от вырубки тем, что здесь отделяемая часть материала является отходом. На рис. 78, в показан дыропробивной штамп. Он имеет верхнюю подвижную и нижнюю неподвижную части. Верхняя подвижная часть состоит из плиты 1, пуансонодержателя 2, пуансона 3 и съемника 4. Нижняя часть штампа состоит из матрицы 5 и нижней плиты 6. Направление верхней части штампа относительно нижней осуществляется колонками.
Зачистка заключается в снятии тонкого слоя (припуска) с поверхности разъединения наружного или внутреннего контура детали режущими кромками пуансона и матрицы.
Цель зачистки — получение гладкой поверхности среза, перпендикулярной к исходной поверхности заготовки, а также повышение точности размеров и формы контура детали и отверстия в ней. Для проведения операции зачистки заготовка вырубается (или пробивается) с припуском, величина которого зависит от толщины и свойств материала штампуемой детали и от числа зачистных операций. Зачистка может быть однократной и многократной. Различные материалы имеют при зачистке неодинаковые результаты.
Хорошая поверхность получается у деталей из дуралюмина, латуни, хуже — у деталей из мягкой стали и особенно трудно получить чистую поверхность у деталей из высокоуглеродистых и легированных сталей. Поэтому эти детали лучше подвергать вибрационной зачистке на специальных прессах.
В этих прессах ползун в процессе поступательного движения совершает быстрые колебания (800—1000 в мин) с погружением пуансона за каждое колебание на 0,03 мм. Обычная зачистка производится в штампах, подобных вырубным или пробивным, но более точно выполненным и с лучшим направлением подвижных частей. Прессы для зачистки такие же, как и для вырубки.