
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Формоизменяющие операции.
Гибка в штампах.
Сущность процесса гибки в штампах состоит
в том, что заготовка (плоская или изогнутая) под давлением рабочих
частей штампа изгибается и принимает их форму. Гибочные штампы
изготовляют открытыми, т. е. без направления и с направляющими
колонками (рис. 79). Предпочтение особенно при гибке сложных и малых
по толщине заготовок следует отдать штампам с направляющими
колонками; они требуют меньше времени на установку и позволяют
получить более качественные детали.
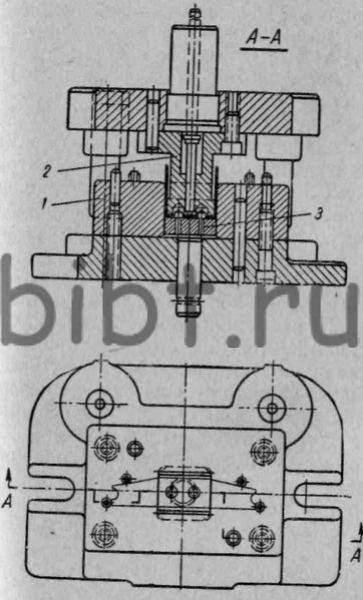

Рис. 79. Гибочный штамп с прижимом заготовки
Гибка в штампах может осуществляться двумя способами: без прижима заготовки и с прижимом заготовки.
Гибка без прижима применима для деталей невысокой точности, так как допускает смещение заготовки в процессе гибки.
Гибка с прижимом применяется для заготовок повышенной точности, так как не допускает смещения заготовки в процессе гибки.
Последовательность работы штампа, показанного на рис. 79, следующая: заготовка укладывается на поверхность матрицы 1 между фиксирующими штифтами. При опускании верхней части штампа пуансон 2 изгибает заготовку. После гибки в момент возврата пуансона в исходное положение выталкиватель 3, исполняющий и функции прижима, под действием пружины удаляет деталь из матрицы. Помимо гибки в штампах на прессе гибку осуществляют еще на специальных гибочных автоматах, гибочных станках и профилировочных роликовых станках.
На гибочных автоматах изготовляют детали разнообразных форм и размеров из проволоки диаметром до 6 мм и ленты толщиной до 2 мм и шириной до 70 мм.
На гибочных прессах и профилировочных роликовых станках из листовых заготовок получают профили разнообразной конфигурации.
Все сказанное относилось к изготовлению деталей из листового материала, прутков и профилей. Гибка труб зависит от размеров изгибаемой трубы, ее конфигурации, требований к точности формы сечения трубы в зоне гибки, материала трубы и т. д. Гибку труб производят без наполнителя, если допустимо изменение формы сечения трубы в зоне гибки, и с наполнителем, если необходимо изменение сечения трубы исключить или иметь минимальным. В зависимости от формы трубы, масштабов производства, характера гибки и требуемой точности в качестве наполнителя используют просушенный просеянный песок, канифоль, свинец, легкоплавкий сплав, гибкие оправки и пластины. Если гибка происходит с нагревом, применение наполнителя обязательно.
Гибка труб происходит в штампах (малых по сечению и длине) и на специальных ручных или приводных трубогибочных станках.
Правкой выпрямляют неровную поверхность или кривизну заготовок.
Выпрямление кривизны применяется для плоских и профильных заготовок, а также для прутков и проволоки. Правку заготовок из листового материала в зависимости от их размеров производят вручную молотками на правильных плитах, на пружинных и пневматических рихтовочных молотах, на правильных вальцах, специальных станках, работающих на растяжение и, наконец, в штампах на прессах. Ручные способы правки применяют в мелкосерийном производстве для листов, полос и заготовок толщиной менее 10 мм; правку в штампах на прессах — для малогабаритных заготовок толщиной менее 8 мм. Все остальные способы правки применимы для средних и крупных заготовок, полос и листов в серийном и массовом производствах.