
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Вытяжка в штампах. Схема вытяжки и вытяжные штампы.
Вытяжкой называется процесс превращения плоской или полой заготовки в открытую с одной стороны полую деталь замкнутого контура. Вытяжка производится в штампах на эксцентриковых или кривошипных прессах простого действия, кривошипных прессах двойного действия, гидравлических прессах и специальных установках. Различают вытяжку без утонения стенок, с утонением стенок и особые приемы вытяжки.
При вытяжке без утонения плоская заготовка или полуфабрикат, имеющий вид полого тела замкнутого контура, превращается в полую деталь без обусловленного изменения толщины стенок.
Существует два способа
вытяжки без утонения стенок — прямая и обратная. При прямой
вытяжке пуансон втягивает заготовку в матрицу, в результате чего
наружный диаметр непрерывно уменьшается. При вытяжке без утонения
стенок зазор между пуансоном и матрицей вытяжного штампа больше
толщины заготовки.
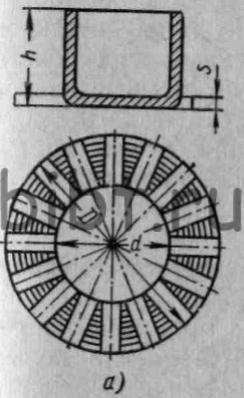
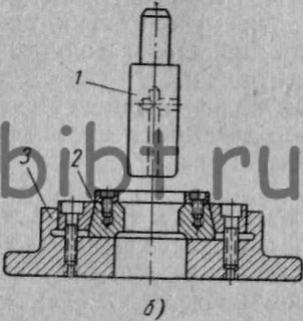
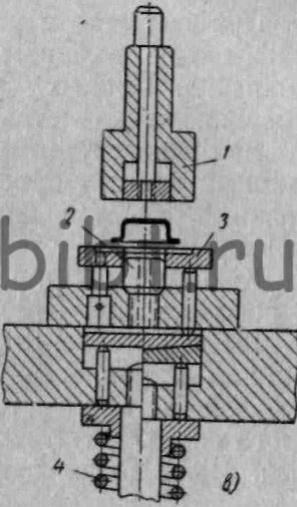
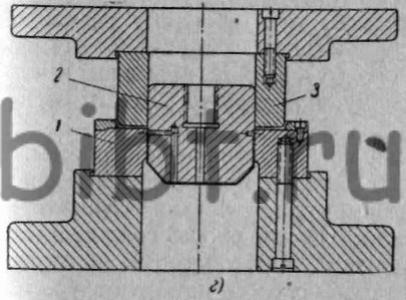
Рис. 80. Схема вытяжки и вытяжные штампы:
а — схема вытяжки; б — штамп для вытяжки без прижима заготовки; в — штамп для вытяжки с прижимом заготовки; г — штамп для пресса двойного действия
На рис. 80, а дана схема вытяжки цилиндрического колпачка. В процессе вытяжки кольцевая часть заготовки превращается в цилиндр диаметром d и высотой h. Так как объем металла при вытяжке не изменяется, то высота колпачка h больше ширины кольцевой части D — d.
Следовательно, вытяжка происходит за счет пластической деформации, сопровождаемой смещением значительного объема металла в высоту. Этот смещенный металл условно показан на заготовке заштрихованными треугольниками, как бы вытесняемыми при вытяжке и идущими на увеличение высоты колпачка. При значительной глубине колпачка смещенный «избыточный» металл является причиной образования складок, нарушающих нормальный ход процесса вытяжки. Для предупреждения образования складок заготовка перед началом вытяжки прижимается к зеркалу матрицы специальным прижимом, действующим от буферного устройства пресса простого действия, а в случае вытяжки на пресс двойного действия — от наружного ползуна.
Вытяжка полых деталей без прижима заготовок и образования складок возможна лишь при использовании относительно толстого материала и при небольшой разнице между диаметром заготовки и диаметром вытягиваемой детали.
За одну операцию вытяжки можно получить детали относительно небольшой высоты, так как при увеличении высоты действующие силы возрастают настолько, что участки металла, нагруженные растягивающими силами, разрушаются в процессе деформирования при вытяжке. Поэтому в зависимости от соотношения высоты и диаметра вытягиваемой детали, а также от относительной толщины заготовки вытяжка производится за одну или несколько операций.
На рис. 80, б, в, г показаны три вытяжных штампа. Первый штамп (рис. 80, б) предназначен для вытяжки колпачков без прижима заготовки. Штамп состоит из пуансона 1, укрепляемого на ползуне пресса, матрицы 2, закрепленной на плите 3, которая, в свою очередь, устанавливается и закрепляется на столе пресса. На матрице установлен трафарет, в гнездо которого загружают заготовку.
Второй штамп (рис. 80, в) предназначен для вытяжки колпачков с прижимом, штамп устанавливается на кривошипном прессе простого действия. Как видно из рисунка, в этом штампе матрица 1 находится в верхней части штампа, а пуансон 2 — в нижней. Прижим заготовки к зеркалу матрицы осуществляется складкодержателем 3, находящимся под действием резинового или пружинного буфера 4.
Третий штамп (рис. 80, г) предназначен для вытяжки колпачков на прессе двойного действия. Матрица 1 закреплена в нижней части, пуансон 2 — во внутреннем ползуне пресса, а складкодержатель 3 — на наружном ползуне. Вначале опускается складкодержатель и прижимает заготовку к зеркалу матрицы. Затем движется внутренний ползун вместе с пуансоном, который, вытягивая заготовку из-под прижима, проталкивает ее в матрицу, превращая в колпачок.
При вытяжке с утонением стенок происходит принудительное уменьшение толщины стенок у заготовки, имеющей вид полого колпачка. Процессу утонения стенок сопутствует незначительное уменьшение диаметра заготовки.
Вытяжка с утонением стенок производится на обычных кривошипных прессах простого действия в штампах без прижима заготовки. В общем машиностроении этот вид вытяжки имеет ограниченное применение.
К особым приемам вытяжки относятся: вытяжка с использованием резины, гидравлическая вытяжка и т. д.
Вытяжка с использованием резины получила применение в серийном и мелкосерийном производстве для изготовления полых деталей из тонколистового металла. Существует две разновидности этого способа: вытяжка резиновым пуансоном и резиновой матрицей. Чаще используют второй способ, т. е. вытяжку резиновой матрицей. В этом случае роль матрицы исполняет резина, заключенная в металлическую обойму и обтягивающая листовую заготовку по цилиндрическому или другой формы пуансону.
Для вытяжки с резиной применяют гидравлические прессы. Гидравлическая вытяжка полых деталей производится посредством давления жидкости на деформируемый металл. Существует два способа гидравлической вытяжки. Первый способ состоит в том, что роль пуансона выполняет жидкость, вдавливающая заготовку в рабочую полость матрицы. При втором способе на заготовку давит жидкость, заключенная в резиновый чехол, который обтягивает заготовку по пуансону.