
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Прессование металлов.
Прессование металлов заключается в его выдавливании в горячем состоянии из замкнутой полости контейнера (приемника) через отверстие в матрице, являющейся частью одной из стенок контейнера или частью поршня, внутрь которого выдавливается металл.
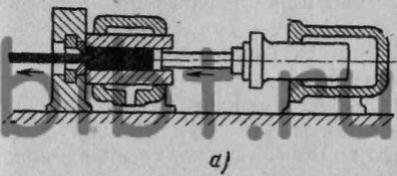
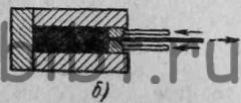
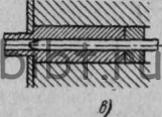
Рис. 87. Схема прессования металла
В первом случае (рис. 87, а) металл течет в направлении действия пуансона («пресс-шайбы»).
Во втором (рис. 87, б) — навстречу этому движению.
После прохождения матрицы получается изделие со сплошным сечением (обычно при втором способе прессования) или труба (при первом способе). При применении первого способа («прямого прессования») металл деформируется в большей степени, чем при втором способе («обратном прессовании») вследствие трения о стенки контейнера в процессе выдавливания. В этом случае мощность, потребная для выдавливания металла, почти в полтора раза больше, чем при первом способе.
Прессование труб производится путем предварительного прошивания заготовки пуансоном («иглой») и последующего выдавливания (рис. 87, в) на мощных гидравлических прессах, обычно горизонтальных. Чаще прессование применяют для получения прутков и труб из цветных сплавов.
Заготовкой при выдавливании цветных металлов является слиток, у которого предварительно удалена часть, содержащая усадочные раковины.
Скорость истечения металла через матрицу зависит от обрабатываемого металла и рода получаемых изделий. Эта скорость при прессовании прутков из алюминиевых сплавов составляет: 0,2 м/сек для алюминия, 1,5—2 м/сек — для латуни.
При прессовании труб из этих же материалов скорость истечения соответственно 0,05 м/сек и 0,5—0,7 м/сек. Давление при выдавливании для этих материалов при изготовлении прутков из алюминия 400 Мн/м2 (40 кГ/мм2), из латуни 250 Мн/м2 (25 кГ/мм2). Трубы из цветных сплавов изготовляют этим способом с толщиной стенок 1,5—8 мм и диаметром до 400 мм. Достоинства этого процесса — высокая точность изделий и большая производительность. Недостатки — сильный износ, а следовательно, и большой расход матриц.