
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Холодная высадка.
Холодная высадка применяется для формообразования головок болтов, винтов, заклепок при больших программах выпуска. В автомобильной и тракторной промышленности почти все крепежные детали изготовляют холодной высадкой. Этим способом изготовляют и более сложные детали (например, шаровые и ступенчатые пальцы, ролики и шарики подшипников и др.).
Холодной высадке подвергают калиброванные стальные прутки диаметром 0,6 до 38 мм, а также прутки из цветных сплавов (алюминиевых, медных и др.), круглых шестигранных и других форм сечения. Стальные прутки должны предварительно отжигаться.
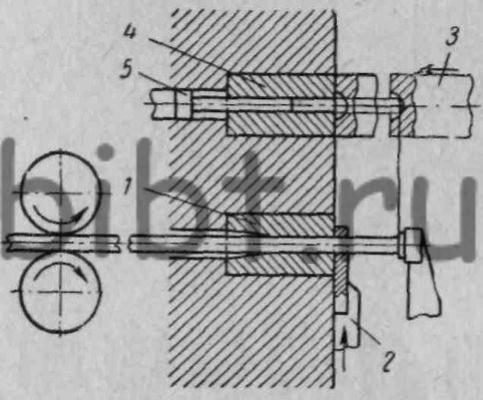
Рис. 85. Схема высадки заклепки на одно ударном автомате
Холодную высадку, как правило, производят на холодно высадочных прессах-автоматах (обычно горизонтальных, многопозиционных). Схема получения заклепки на одно ударном высадочном автомате показана на рис. 85. После подачи материала (калиброванной проволоки) через отрезную матрицу 1 нож 2 отрезает заготовку и переносит ее на линию высадки. Пуансон 3 заводит заготовку в матрицу 4, а после упора заготовки в выталкиватель 5 осуществляет высадку головки. В момент возврата пуансона в, исходное положение высаженная деталь выталкивателем 5 удаляется из матрицы и цикл высадки повторяется.
Если головка не может быть высажена за один удар пуансона, высадку производят на двух, трех и более ударных (многопозиционных) холодновысадочных автоматах.
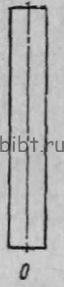
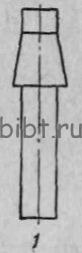
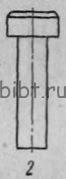

Рис. 86. Последовательность высадки болта на многопозиционном автомате.
Позиции: 0 — отрезка заготовки; 1 — предварительная высадка; 2 — окончательная высадка; 3 — редуцирование под резьбу и обрезка граней
На рис. 86 показан пример последовательности высадки болта на многопозиционном автомате. Производительность современных высадочных автоматов достигает 400 деталей в минуту.