
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Допуски на обработку.
При обработке невозможно получить абсолютно точно один и тот же заданный размер не только у ряда обработанных деталей, но даже и у одной детали в разных сечениях. Это объясняется тем, что в процессе обработки возникают погрешности, вызывающие отклонения от заданных размеров и формы.
Источники появления отклонений весьма многочисленны и к ним относятся: неточности изготовления оборудования, приспособлений, инструментов, неоднородность свойств заготовок, колебание припуска у заготовок, упругие деформации деталей оборудования и многие другие.
На погрешность обработки существенное влияние оказывает также погрешность измерения.
Учитывая возможность появления погрешности обработки и измерения, на чертежах указывается не один размер, а два (наибольший предельный и наименьший предельный).
Разность между наибольшим и наименьшими предельными размерами называется допуском на обработку, следовательно, допуск характеризуется погрешностью обработки, заранее предусмотренной и отраженной в чертеже детали.
В соединении двух деталей, входящих одна в другую, различают охватываемую и охватывающую поверхности соединения, первую из которых условно называют «вал», вторую — «отверстие». Эти названия условно применимы не только к цилиндрическим, но и к другим охватывающим и охватываемым поверхностям.
Действительным размером называют значение размера, полученное измерением с допустимой погрешностью. Основной размер, определенный исходя из функционального назначения детали и служащий началом отсчета отклонений, называется номинальным размером.
Номинальные размеры поверхностей отличаются от действительных размеров, фактически полученных после обработки, вследствие неизбежных погрешностей, при ней возникающих.
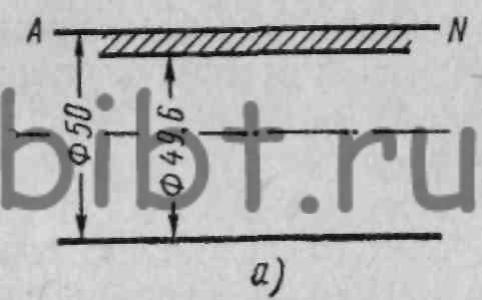
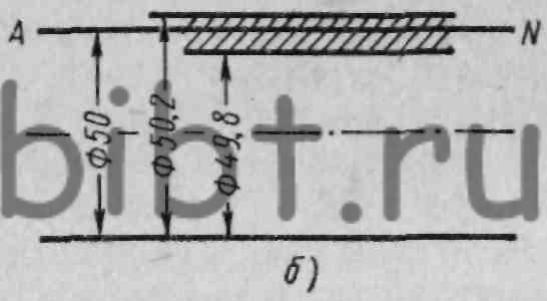
Рис. 93. Допуск на обработку
Алгебраическая разность между действительным размером и номинальным называется действительным отклонением (рис. 93).
Разность между наибольшим предельным и номинальным размерами называется верхним отклонением.
Разность между наименьшим и номинальным размерами называется нижним отклонением.
Эти отклонения могут быть положительными, отрицательными или равными нулю.
В показанном на рис. 93, а примере номинальный размер диаметра цилиндрической поверхности шейки вала равен 50 мм.
Наибольший допустимый размер совпадает с номинальным, а наименьший равен 49,6 мм. Таким образом, верхнее отклонение равно 0, а нижнее — 0,4 мм. Допуск на размер равен
0 — (— 0,4) = 0,4 мм.
На рис. 93, б показан другой пример, где наибольший допустимый размер 50,2 мм не совпадает с номинальным размером, равным 50 мм. Наименьший допустимый размер равен 49,8 мм. В этом случае верхнее отклонение равно +0,2 мм, а нижнее —0,2 мм. Допуск на размер равен 50,2—48,8 или (+0,2) - (-0,2) = 0,4 мм.
При графическом изображении линия AN, соответствующая номинальному размеру, называется нулевой линией, а заштрихованный участок, соответствующий значению величины допуска, называется полем допуска. Таким образом, поле допуска — интервал значений размеров, ограниченных предельными размерами; оно определяется величиной допуска и его расположением относительно номинального размера.