
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Шлифовальные круги. Формы шлифовальных кругов. Абразивные материалы.
В процессе шлифования шлифовальный круг изнашивается, изменяет свою форму и засаливается (теряет свои режущие свойства), поэтому применяют его правку с помощью особых правящих инструментов (твердосплавных дисков, алмазных карандашей и алмазов).
Абразивами для шлифовальных кругов обычно служат искусственные материалы: электрокорунд (белый и нормальный), карбид кремния (черный и зеленый), карбид бора и алмазы.
Электрокорунд— кристаллическая окись алюминия (А12O3) получается путем плавки боксита в электропечах.
Карбид кремния—карборунд (SiC) получается путем сплавления кварцевого песка с углеродом (коксовым порошком) в электропечах. Для шлифования заготовок из твердой стали применяют корунд, для шлифования заготовок из чугуна, алюминиевых сплавов, бронзы — карборунд.
Полученные абразивы измельчают, сортируют по величине зерен и смешивают с связующим веществом (связкой круга).
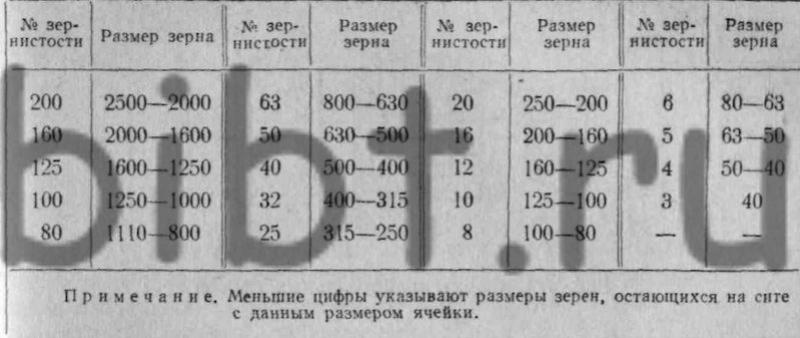
Абразивные материалы в зерне разделяются по крупности зерна на следующие номера: шлифзерно от 200 до 16, шлифпорошки от № 12 до № 3 и микропорошки номеров М40—М5.
Размеры зерен каждого номера находятся в пределах, установленных ГОСТом, причем в каждом номере имеются в ограниченных пределах зерна более крупные и более мелкие (табл. 3).
Таблица
3 Обозначение номеров зернистости (в 0,01 мм) и размеры зерен
основной фракции (в мк) по ГОСТу 3647—59
Абразивные материалы:
зернистостью 80—125 применяются для чернового шлифования;
зернистостью 25—50 — для обычного шлифования и для заточки инструментов;
зернистостью 10—16 используются для чистового шлифования;
зернистостью 3—10 применяются для резьбошлифования.
Для доводки применяются микропорошки с размером зерен от 3 до 28 мк.
Связка шлифовального круга бывает следующих видов:
керамическая — смесь из огнеупорной глины, шпата и каолина;
магнезиальная — магнезит с хлористым кальцием;
органическая — бакелитная и вулканитная (смесь каучуке и серы).
Круги с органической связкой менее пористы, чем с неорганической, менее теплопроводны, не допускают большие скорости вращения.
Твердость шлифовального круга — это способность связки удерживать зерно в инструменте при воздействии на него внешних сил; чем больше эти силы, тем тверже круг. Слишком твердый круг быстро засаливается и вследствие этого возникает перегрев обрабатываемой поверхности.
Слишком мягкий круг быстро изнашивается. Выбор твердости круга зависит в первую очередь от характера обрабатываемого материала.
Для шлифования мягких сталей применяют твердые круги, стойкость которых выше, чем мягких. Мягкие круги применяют для шлифования твердых сталей, так как в этих кругах легче вырываются затупившиеся зерна, т. е. лучше происходит «самозатачивание» круга.
В СССР принято семь классов твердости шлифовальных кругов:
Твердость круга |
Обозначение твердости кругов |
М — мягкий |
M1; M2; МЗ |
СМ — среднемягкий |
СМ1; СМ2 |
С — средний |
C1; C2 |
СТ — среднетвердый |
СТ1; СТ2; СТ3 |
Т — твердый |
T1; T2; |
ВТ — весьма твердый |
ВТ1; ВТ2 |
ЧТ — чрезвычайно твердый |
ЧТ1; ЧТ2 |
По форме шлифовальные круги подразделяются на следующие основные виды:
дисковые (рис. 124, а),
плоские (рис. 124, б),
чашеобразные (рис. 124, в и г),
тарельчатые (рис. 124, е, ж, з),
сегментные (рис. 124, д).
Кроме того, существуют и различные другие виды шлифовальных кругов (для шлифования резьб, зубьев, колес и т. д.).
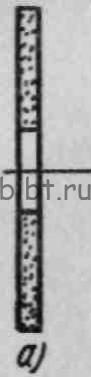
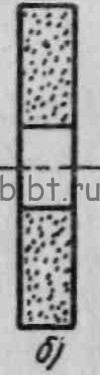
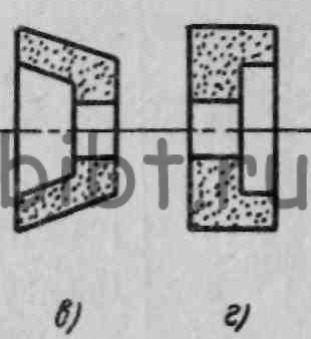
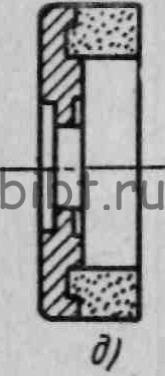

Рис. 124. Формы шлифовальных кругов
Алмазные круги в отличие от других кругов изготовляют не цельными, а состоящими из кольца толщиной 0,5—3 мм с алмазными зернами закрепленного на корпусе круга.
Режущими элементами алмазных кругов являются алмазные зерна. В качестве связки алмазных зерен используют латунь, бронзу. Алмазные круги применяют для заточки и доводки твердосплавных инструментов, шлифования и доводки деталей из твердых сплавов, керамики и других материалов повышенной твердости.