
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Шлифование.
Шлифование — это процесс обработки при помощи абразивного инструмента, режущими элементами которого являются зерна абразивных материалов. Форма этих зерен и их положение в связке круга различны, поэтому воздействие их на обрабатываемый материал неодинаково: часть зерен срезают металл острыми кромками, как режущими кромками инструмента, часть зерен скоблят или царапают обрабатываемый материал.
Шлифование применяют для обработки различных внешних цилиндрических, фасонных и плоских поверхностей, а также для обработки отверстий. Шлифованием можно обрабатывать очень твердые закаленные поверхности.
Чаще
всего шлифование является окончательной (отделочной) обработкой
точных ответственных поверхностей и осуществляется на шлифовальных
станках. При этом возможно удаление весьма тонких слоев металла.
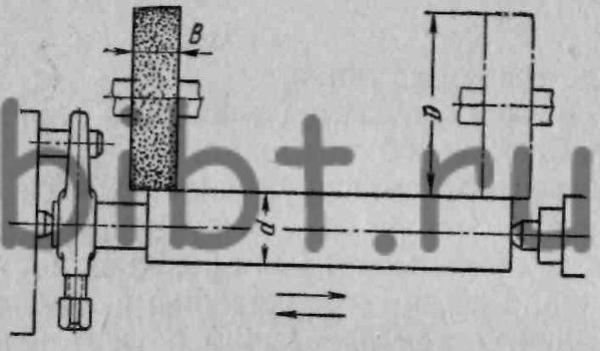
Рис. 122. Схема круглого шлифования
Наиболее распространено шлифование наружных цилиндрических поверхностей, которое чаще всего производится на кругло-шлифовальных станках. Схема такого шлифования показана на рис. 122. Здесь шлифовальный круг вращается с большой скоростью (до 50 м/сек), а обрабатываемая заготовка вращается со скоростью в 60—100 раз меньше, чем скорость шлифовального круга.
Существует два основных способа наружного шлифования: с продольной подачей и с поперечной подачей или методом врезания. В первом случае обрабатываемая заготовка имеет вращательное движение вокруг оси и поступательное движение вдоль своей оси. Шлифовальный круг имеет тоже два движения: вращательное вокруг оси и периодическое поступательное в глубину обрабатываемой заготовки (поперечная подача). Во втором случае обрабатываемая заготовка имеет только вращательное движение вокруг своей оси, а шлифовальный круг вращается и одновременно перемещается в поперечном направлении. Ширина шлифовального круга должна перекрывать ширину обрабатываемой поверхности. Этот способ применяют при шлифовании малых по длине поверхностей.
При
шлифовании число оборотов шпинделя шлифовального круга в минуту и
число оборотов обрабатываемой заготовки подсчитывается по формулам
гдеvк — скорость шлифовального круга в м/сек;
D— диаметр шлифовального круга в мм.
Число
оборотов обрабатываемой заготовки 
гдеvз — скорость вращения заготовки в м/мин;
d— диаметр заготовки в мм.
Скорость вращения обрабатываемой заготовки при черновом шлифовании принимается 20—60 м/мин.
Глубина резания t при шлифовании с продольной подачей — слой, снимаемый за каждый проход шлифовального круга (0,005— 0,025 мм). Число необходимых проходов i определяется как частное от деления величины припуска на обработку, на величину глубины резания: i = a/t.
Продольная подача зависит от ширины круга В и характера обработки (черновое или чистовое шлифование). Эта подача принимается в пределах 0,3—0,6 В.
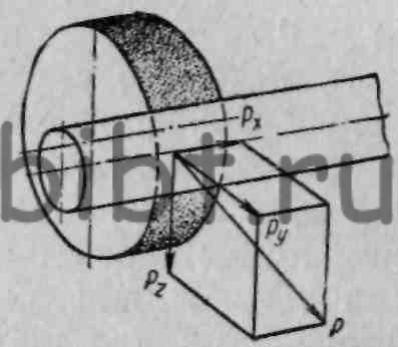
Рис. 123. Силы, действующие при шлифовании
Сила резания, возникающая в процессе круглого шлифования, может быть разложена на три составляющие (рис. 123): тангенциальную Рz, радиальную Py и осевую Рx. Радиальная сила Рy больше тангенциальной Рz в 1,5—2 раза.
Мощность, необходимая для вращения шлифовального круга, подсчитывается по формуле Nк=Pz*vк/102 квт,
Мощность соответствующего электродвигателя Nд=Nк*η,
гдеη = 0,75÷0,8 — к. п. д. привода станка.
Соответственно с учетом η подсчитывается мощность электродвигателя для вращения обрабатываемой заготовки.