
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Растачивание отверстий.
Растачивание производят для обработки отверстий, имеющихся в заготовке (отливке или поковке), и исправления положения оси ранее просверленного отверстия. Растачивание может производиться резами или многолезвийными инструментами (зенкерами и расточными головками) при вращении инструмента (на сверлильных и расточных станках) или при вращении заготовки (станки токарной группы).
Как и при сверлении на положение и прямолинейность оси отверстия после растачивания оказывает влияние способ обработки: растачивание с вращением заготовки позволяет обеспечить прямолинейную ось отверстия, совпадающую с осью вращения шпинделя станка.
При растачивании с вращением инструмента применяют направляющие втулки для обеспечения меньшего увода оси отверстия и большей ее прямолинейности.
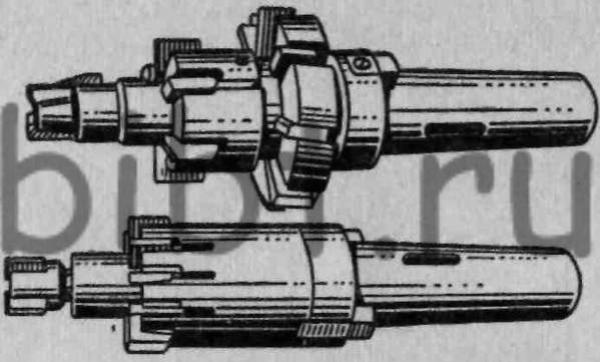
Рис. 203. Комбинированные расточные головки
Простейший расточной инструмент, применяемый при растачивании отверстия на токарных станках, — расточной резец. На расточных горизонтальных и вертикальных станках применяют борштанги, имеющие вид скалок с закрепленными в них резцами. Расточные головки (рис. 203) — дорогие инструменты и их применяют при обработке отверстий диаметром 50—250 мм главным образом на вертикально-расточных станках при значительных программах выпуска.
Для растачивания отверстий диаметром до 32 мм на сверлильных станках применяют трехперые цельные зенкеры, а диаметром до 80 мм — четырехперые насадные зенкеры.
При обычном чистовом растачивании точность по диаметру обеспечивается до 3-го класса. Для достижения более высокой точности производят последующую отделку отверстия тонким растачиванием.
Тонкое растачивание производится при высоких скоростях резания (100—250 м/мин для чугуна и 300—1500 м/мин для цветных сплавов) резцами, оснащенными твердыми сплавами, или алмазными резцами. При этом глубина резания принимается в пределах 0,05—0,2 мм, а подача 0,01—0,1 мм/об.
Таким способом обеспечивается точность до 1-го класса и чистота поверхности 10-го класса.
Тонкое растачивание широко применяется для точной обработки отверстий в корпусных деталях особенно нежестких, так как при этой обработке возникают небольшие силы резания и деформации обрабатываемых деталей под действием этих сил и сил зажимов получаются небольшими.
Тонкое растачивание производят на быстроходных жестких одношпиндельных и многошпиндельных горизонтальных или вертикальных станках, чаще всего — полуавтоматах.