
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Шлифование плоскостей.
Шлифование является весьма распространенным и производительным способом отделки точных поверхностей стальных и чугунных заготовок. Различают шлифование периферией и торцом шлифовального круга.
Плоскости на круглошлифовальных станках шлифуют торцом круга обычно в одной операции с обработкой цилиндрических поверхностей.
На внутришлифовальных станках плоскости торцов шлифуют особым кругом, помещенным на второй шпиндель станка; на первом помещен шлифовальный круг для обработки отверстия.
При шлифовании плоскости торца в одной установке с шлифованием цилиндрической, наружной или внутренней поверхностей обеспечивается точное положение плоскости перпендикулярно оси цилиндрической поверхности.
Отдельное шлифование плоскостей производится на плоскошлифовальных станках. Последние разделяются на две основные группы:
1) для шлифования периферией круга (обычно с прямоугольным столом);
2) для шлифования торцом круга (обычное круглым столом).
Шлифование плоскостей периферией круга является более универсальным, но и менее производительным способом. Шлифование торцом круга более производительно по следующей причине: площадь контакта шлифовального круга с обрабатываемой поверхностью больше, чем при шлифовании периферией круга, и количество одновременно режущих абразивных зерен соответственно также больше.
Вместе с тем
тепловыделение при шлифовании торцом круга больше, чем при обработке
периферией круга. Следовательно, при шлифовании тонких заготовок
торцом круга больше опасность их деформации при нагреве во время
обработки, чем при шлифовании периферией круга.
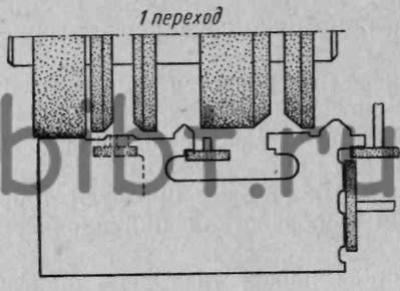
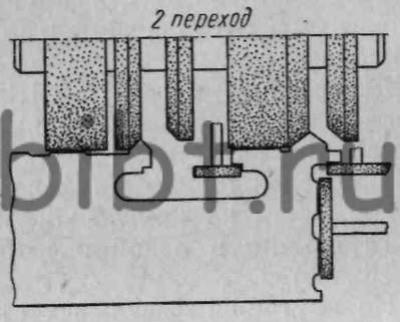
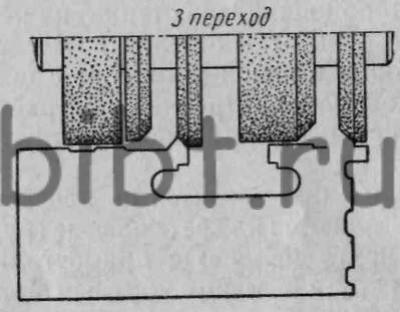
Рис. 209. Схема шлифования станины токарного станка
Кроме того, при применении станков с прямоугольным столом шлифовальным кругом может производиться в одной операции обработка разных плоскостей, находящихся на разных уровнях (рис. 209). Поэтому плоскошлифовальные станки, работающие периферией круга, применяют чаще при малых программах выпуска, а работающие торцом круга — при больших.
Шлифовальные круги, работающие торцом, делают тарельчатыми, чашечными или сегментными. В процессе шлифования кругами таких форм разность скоростей резания на разных радиусах кругов получается незначительной. Существенная разность в скорости резания на различных радиусах круга оказывала бы влияние на точность и шероховатость обработки поверхности.
При применении сегментных шлифовальных кругов, абразивные сегменты которых укреплены на общем металлическом диске, облегчается удаление стружки при обработке, уменьшаются тепловыделение при резании и расход абразива на изготовление кругов.
Мелкие и средние заготовки шлифуют обычно, устанавливая их непосредственно на электромагнитные столы плоскошлифовальных станков.
При плоском шлифовании экономическая точность обработки (неплоскостность) достигает 0,002 мм на 100 мм длины поверхности при чистоте обработки 9—10-го класса.