
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Протягивание плоскостей.
Протягивание является наиболее производительным способом, однако он связан с применением дорогостоящих инструментов (составных протяжек) и поэтому применяется лишь при значительных программах выпуска.
Все соображения, касающиеся достоинств и недостатков протягивания отверстий, могут быть распространены и на протягивание плоскостей. Однако в последнем случае в отличие от протягивания отверстий осуществляется точная координация обработанной плоскости относительно других поверхностей заготовки.
Обычно
протягивание плоскости производят без выполнения какой-либо
подготовительной ее обработки, снимая припуск в несколько
миллиметров.
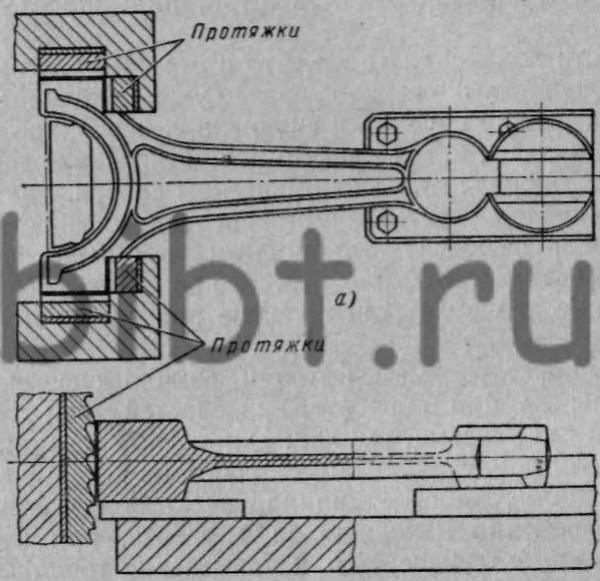
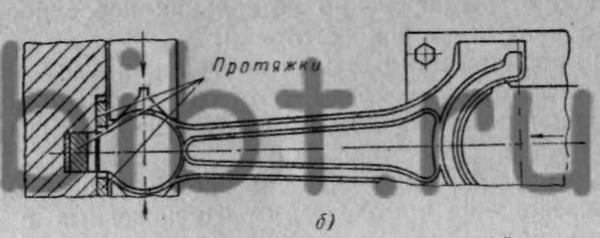
Рис. 208. Схема протягивания плоскостей у шатуна: а — на кривошипной головке; б — на поршневой головке
Этим способом обрабатывают отдельные плоскости или сочетание нескольких плоскостей (рис. 208). В последнем случае применяют наборы протяжек. Набор протяжек следует применять и при обработке широких плоскостей (более 50 мм).
При обработке поверхностей поковок и отливок следует применять обычные плоские и прогрессивные протяжки. У прогрессивных протяжек режущие зубья делают переменной ширины, постепенно увеличивающиеся, и каждый режущий зуб срезает металл не по всей ширине обрабатываемой поверхности, а полосой, причем ширина этих полос с каждым зубом увеличивается, и только калибрующие зубья зачищают обрабатываемую поверхность по всей ее ширине.
Протягивание плоскостей обычно производится на вертикально-протяжных станках. Лишь в тех случаях, когда протягиванием обрабатывают плоскости крупных заготовок и длина протяжки должна быть очень значительной, применяют специальные горизонтально-протяжные станки.