
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Накатывание резьб.
Накатывание резьб осуществляется без снятия стружки, т. е. путем пластической деформации заготовки. Накатывают крепежные резьбы с остроугольным профилем на деталях диаметром от 0,3 до 150 мм, твердостью НВ 120—340 (главным образом на болтах и шпильках). Прочность накатанной резьбы выше, чем нарезанной. Накатывание резьбы — высокопроизводительный процесс.
Существует накатывание плоскими плашками и накатывание роликами.
При накатывании плоскими плашками заготовка помещается между неподвижной и подвижной плашками. Последняя перемещается возвратно-поступательно. На плашках нарезаны канавки (развертка винтовой поверхности) с профилем, соответствующим профилю резьбы. В результате прокатывания заготовки между плашками при движении одной из них выдавливается резьба (рис. 221, а).
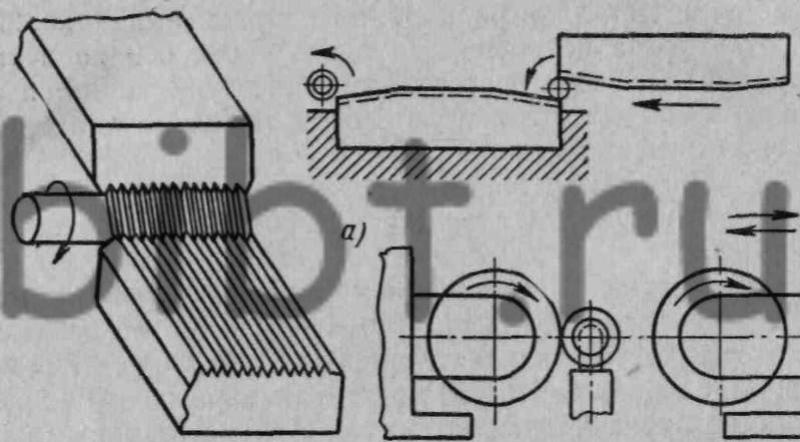
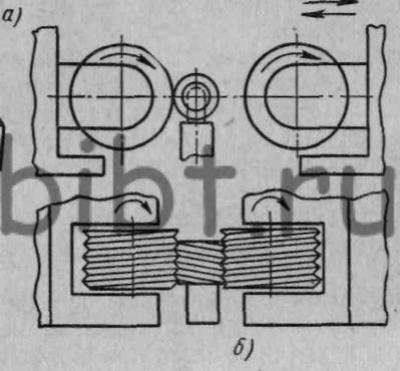
Рис. 221. Схема накатывания резьб: а — плоскими плашками; б — роликами
Накатывание резьбы
роликами осуществляется следующим образом: заготовка помещается между
двумя резьбовыми роликами на опорной планке. Роликам придается
принудительное вращение в одну сторону, причем один из роликов
получает радиальное перемещение (рис. 221, б), в результате чего
накатывается резьба.
Накатывание
роликами менее производительно, но более точно (1 и 2-й классы). При
его применении возможна обработка заготовок, более разнообразных по
конфигурации, чем при накатывании плоскими плашками.