
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Нарезание зубьев конических зубчатых колес.
Чаще всего в машинах для передач под прямым углом применяют прямозубые конические колеса. Их особенность в том, что толщина зубьев по их длине не одинакова. Модуль также постепенно уменьшается по направлению к вершине зубьев. Поэтому для осуществления нарезания этих зубьев требуются более сложные кинематические связи в станках, чем при нарезании цилиндрических зубчатых колес.
Существуют следующие способы нарезания прямозубых конических колес: строгание двумя резцами на зубострогальных станках; фрезерование двумя фрезами на станках для нарезания конических колес; протягивание зубьев круговыми протяжками.
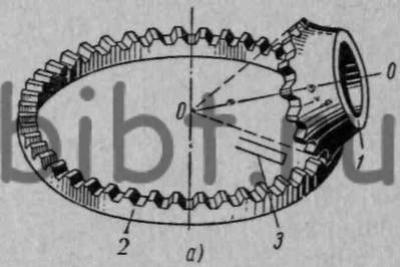
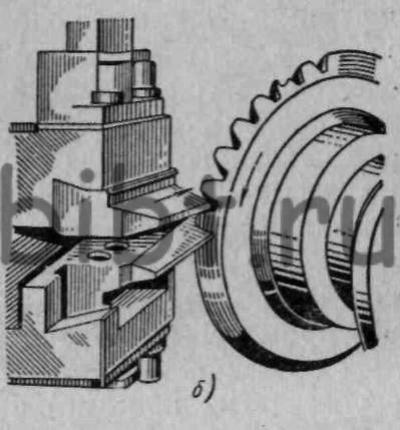
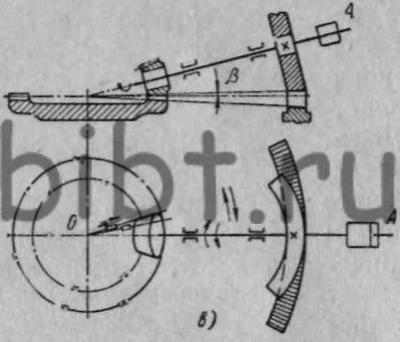
Рис. 228. Схема образования зубьев у прямозубых конических колес
Первый способ — наиболее универсальный и наименее производительный — применяют в единичном и мелкосерийном производстве. Этот способ основан на следующем принципе: если представить себе, что заготовка из очень пластичного материала будет обкатана плоским коническим колесом (круговой рейкой) с прямолинейными профилями зубьев (рис. 228, а), то на заготовке выдавятся зубья с эвольвентным профилем.
Если боковые поверхности одного зуба воображаемой круговой рейки 2 заменить прямыми режущими кромками инструмента 3, двигающимися по направлению образующих поверхности зуба этой рейки, а нарезаемой заготовке 1 придать вращательное движение и качение по воображаемой рейке, то на ней будет прорезана впадина между зубьями, профиль которых получится эвольвентным (рис. 228, б).
После нарезания каждого зуба заготовка должна быть повернута на величину шага зацепления с помощью делительного устройства.
На таком станке режущими инструментами являются два резца с прямолинейными режущими кромками, движущиеся попеременно возвратно-поступательно вдоль образующей поверхности нарезаемого зуба (рис. 228, б).
Обрабатываемая заготовка медленно поворачивается вокруг оси А А. Оправка, на которой помещена заготовка, находится в особой качающейся люльке. Сочетание качания этой люльки и вращения заготовки создает движение ее обкатки относительно профиля рейки, образованной режущими кромками инструмента (рис. 228, в).
Более производительным способом является нарезание двумя дисковыми фрезами, расположение режущих кромок которых соответствует расположению режущих кромок резцов в описанных зубо-строгальных станках. Фрезы подаются вдоль образующих поверхностей воображаемой рейки, а движение обкатки придается нарезаемой заготовке, как описано выше.
Зубья колес с модулем до 2 мм нарезают сразу начисто. При больших модулях производят предварительное прорезание впадин между зубьями фрезерованием дисковыми фрезами.
При
очень больших программах выпуска нарезание зубьев конических колес
средних модулей производят круговыми протяжками на особых
зубопротяжных станках. В этом случае инструменту придают вращательное
и поступательное движение, управляемое специальными механизмами.