
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Отделка зубьев.
Зубья точных цилиндрических зубчатых колес обычно после нарезания подвергают отделке каким-либо из следующих способов: шевингованием, шлифованием, притиркой, обкаткой. Шевингование заключается в том, что нарезанные ранее зубья отделывают инструментом-шевером, имеющим вид зубчатого колеса с эвольвентными зубьями (шевер-шестерня), на боковых поверхностях которых имеются узкие поперечные канавки, края этих канавок являются режущими кромками (рис. 229, а). Шеверы изготовляют из инструментальной стали и закаливают.
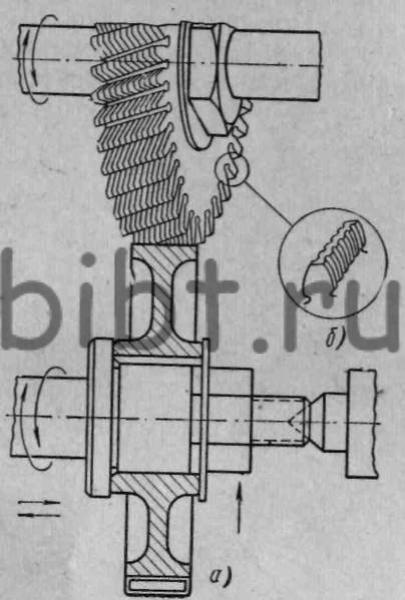
Рис. 229. Схема шевингования зубьев
Обработку производят на шевинговальных станках, работающих следующим образом (рис. 229, б): предварительно нарезанное колесо закрепляют на оправке, свободно вращающейся в центрах. Шевер, помещенный сверху или сбоку на шпинделе, расположенном под углом к оси вращения обрабатываемого колеса, находится в зацеплении с последним. Это осуществимо, если зубья шевера расположены по спирали, угол которой равен углу (10—15°) скрещивания осей инструмента и обрабатываемого зубчатого колеса. Если вращать шевер, а обрабатываемому колесу, увлекаемому им во вращение, сообщать поступательное движение, то режущие кромки канавок шевера будут снимать тонкие (толщиной менее 0,01 мм) волосообразные стружки с поверхности зубьев.
Обрабатываемое колесо прижимается к шеверу путем перемещения стола станка в направлении этого инструмента на 0,02— 0,04 мм за каждый ход стола.
Чтобы
обработать обе поверхности каждого зуба, стол движется
возвратно-поступательно (продольная подача 0,1—0,3 мм на оборот
колеса), а шевер вращается поочередно в одну и в другую стороны.
Шевингование применяют для тонкой обработки зубьев у незакаленных
колес или закаленных до твердости HRC <= 35.
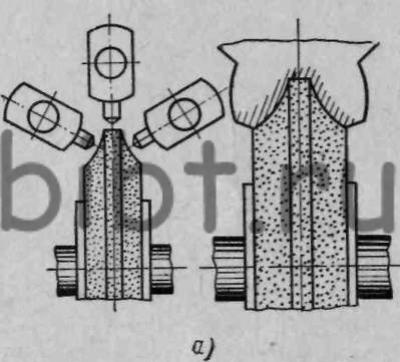
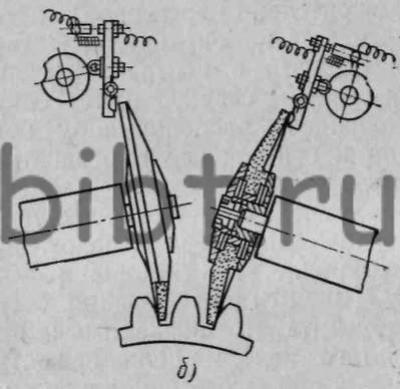
Рис. 230. Схема шлифования зубьев: а — методом копирования; б — методом обкатки
Закаленные до более высокой твердости поверхности зубьев могут быть отделаны шлифованием. Как и при зубонарезании, шлифование зубьев может производиться способами копирования или обкатки. В первом случае инструментом является дисковый шлифовальный круг, профиль которого соответствует нужному профилю впадины между зубьями отделываемого колеса (рис. 230).
После шлифования в несколько проходов каждой впадины круг отходит, а обрабатываемое колесо поворачивается с помощью делительного устройства для обработки следующей впадины между зубьями. При другом — более точном способе обкатки — шлифование производится одним или двумя тарельчатыми или червячным кругами.
В первом случае ось вращения шлифовального круга тарельчатой формы располагается так к оси вращения шлифуемой детали, что угол наклона рабочей (шлифующей) плоскости круга соответствует углу наклона рабочей поверхности зуба воображаемой рейки, находящейся в зацеплении с зубом отделываемого колеса. При качении последней по рабочей плоскости шлифовального круга точка контакта их опишет эвольвенту. Для осуществления этого движения обкатки шлифуемой заготовке придают вращение, а ее оси — прямолинейное перемещение. Для осуществления обработки по всей длине зуба обрабатываемая заготовка движется возвратно-поступательно вдоль своей оси. После шлифования одной поверхности каждого зуба обрабатываемая заготовка поворачивается с помощью делительного устройства.
На станках, работающих двумя кругами, производится шлифование двух поверхностей у двух зубьев одновременно.
Кинематика шлифования зубьев червячным шлифовальным кругом в основном подобна кинематике фрезерования зубьев червячной фрезой, но осевое движение при шлифовании придается обрабатываемой заготовке. Этот способ наиболее производителен по сравнению с другими методами шлифования зубьев и обеспечивает достижение 6-й степени точности.
Притирка зубьев применяется для отделки зубьев колес также с высокой твердостью. При этом снимаются очень малые слои металла (0,005—0,02 на сторону зуба). Поэтому существенного исправления погрешностей при обработке достичь нельзя.
В качестве притиров применяют инструменты в виде чугунных зубчатых колес, изготовленных с высокой точностью. Обработку производят на особых зубопритирочных станках, вводя абразивную пасту в зону зацепления притира с отделываемым зубчатым колесом.
Обкатку производят для устранения заусенцев и неровностей незакаленных зубчатых колес. Этот способ отделки заключается в обкатке зубчатого колеса другим закаленным зубчатым колесом-инструментом на особых обкатных станках. При этом инструмент прижимается к обрабатываемой заготовке с значительной силой.
Для тех же целей применяют «абразивное шевингование», при котором инструментом является зубчатое колесо из абразива на вулканитовой связке. Этот инструмент располагается на станке так, что его ось вращения находится под углом к оси вращения обрабатываемой заготовки (так же, как при обработке металлическим шевером).