
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Поверхностная закалка
Поверхностной закалке т. в. ч. подвергаются до 60% закаливаемых деталей из углеродистой стали на заводах крупносерийного и массового производства.
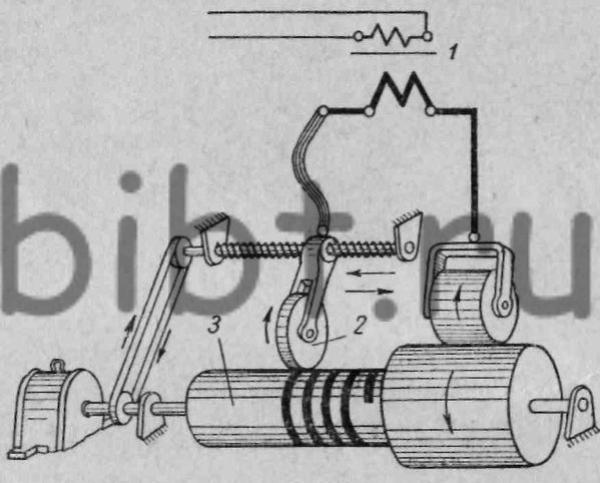
Рис. 36. Схема закалки при контактном электронагреве (Н. В. Гевелинг)
Поверхностная закалка при контактном нагреве основана на том, что ток из сети через понижающий трансформатор 1 подводится к медным электродам, выполненным в виде роликов 2 (рис. 36), которые перекатываются по поверхности детали 3 и нагревают ее.
Деталь при этом служит как бы сопротивлением, включенным в цепь. Вслед за роликами движется устройство для охлаждения детали. Глубина закаливаемого слоя зависит от скорости передвижения. Так, для получения глубины закалки 2—3 мм скорость движения роликов 5—8 мм/сек. Для нагрева поверхности используются сварочные трансформаторы (мощностью от 25 до 200 квт).
Существуют два способа поверхностной закалки при контактном нагреве:
1) закалка широким роликом по всей ширине закаливаемой поверхности;
2) ленточная обработка.
Последняя применяется для длинных деталей.
Недостатком метода поверхностной закалки при контактном нагреве особенно ленточной обработки — наличие полосок отпуска с пониженной твердостью, образующихся в результате того, что при нагреве очередной полосы отпускается расположенная рядом уже закаленная спираль.
Достоинство метода — простота установки. Рассмотренный метод используется для деталей простой конструкции.