| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
5. Точность обработки. Погрешности обработки на станке.
Геометрические параметры детали задают размерами, формой поверхностей и видом их взаимного расположения. Различают номинальные и действительные размеры. Номинальными называют размеры, заданные чертежом, действительными — полученные при обработке. Разность между указанными размерами называют погрешностью обработки.
Причин возникновения погрешностей много:
погрешности изготовления
станка, приспособления, инструмента;
упругие деформации системы СПИД под действием сил резания;
тепловые деформации системы СПИД;
износ элементов и узлов станка, инструмента, приспособлений;
погрешности базирования заготовки и ее деформация при зажиме, погрешности установки инструмента и т. д.
Причины, вызывающие погрешность обработки, принято делить на систематические и случайные. Систематическая погрешность — погрешность, остающаяся постоянной для всех деталей партии или изменяющаяся по известному нам закону, Поскольку погрешность известна, она может быть устранена введением поправки, либо этой погреши ностью пренебрегают, если заведомо известно, что ее значение невелико. Случайная погрешность имеет разное значение для отдельных деталей партии, причем заранее ее величина не известна. Случайные погрешности вызывают рассеяние размеров заготовок, обработанных в одних и тех же условиях. Для анализа закономерностей распределения размеров в этом случае должны быть использованы методы математической статистики.
Из партии обработанных заготовок выберем п деталей и произведем измерение размера: D1, D2, ... Dn. Определим статистические характеристики выборки:
среднее значение
размера 
среднеквадратическое
отклонение 
Первый параметр определяет центр группирования размеров, второй — рассеяние размеров относительно центра.
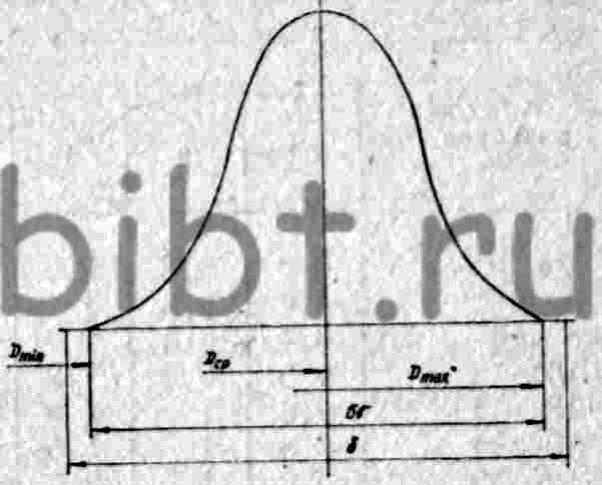
При наличии
случайных погрешностей рассеяние размеров подчиняется закону
нормального распределения (рис. 11). Поле рассеяния равно 6![]() .
.
Запасом точности
называют отношение ψ=δ/(6σ). 
где δ — поле допуска детали.
При ψ=1,12 процесс обработки считается надежным.
Рис. 11. Закон распределения размеров деталей в партии