
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Понятие о допусках и посадках. Значение допусков для размеров основного отверстия до 500 мм
Допуски и посадки установлены для четырех диапазонов номинальных размеров:
малый - до 1 мм;
средний -от 1 до 500 мм;
большой -от 500 до 3150 мм;
очень большой - от 3150 до 10 000 мм.
Средний диапазон является наиболее важным.
Рис. 12. Допуски
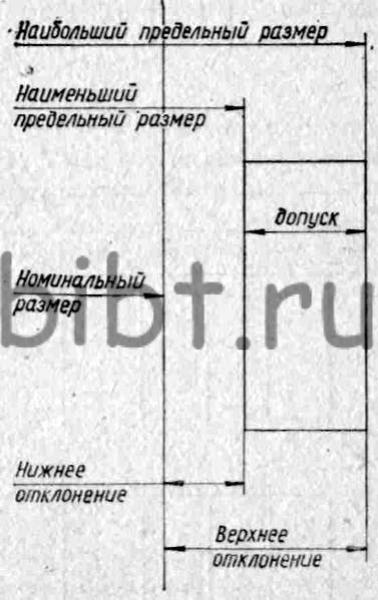
Таблица 5 Значение допусков для размеров основного отверстия до 500 мм
| Интервал размеров, мм | Допуск квалитетов, мкм | ||||||||||||||||||
| 01 | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | |
| До 3 | 0,3 | 0,5 | 0,8 | 1,2 | 2 | 3 | 4 | 6 | 10 | 14 | 25 | 40 | 60 | 100 | 140 | 250 | 4С0 | 600 | 1000 |
| 3-6 | 0,4 | 0,6 | 1 | 1,5 | 2,5 | 4 | 5 | 8 | 12 | 18 | 30 | 48 | 75 | 120 | 180 | 300 | 480 | 750 | 1200 |
| 6-10 | 0,4 | 0,6 | 1 | 1,5 | 2,5 | 4 | 6 | 9 | 15 | 22 | 36 | 58 | 90 | 150 | 220 | 360 | 580 | 900 | 1500 |
| 10-18 | 0,5 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 11 | 18 | 27 | 43 | 70 | 110 | 180 | 270 | 430 | 700 | 1100 | 1800 |
| 18-30 | 0,6 | 1 | 1,5 | 2,5 | 4 | 6 | 9 | 12 | 21 | 33 | 52 | 84 | 130 | 210 | 330 | 520 | 840 | 1300 | 2100 |
| 30-50 | 0,6 | 1 | 1,5 | 2,5 | 4 | 7 | 11 | 16 | 25 | 39 | 62 | 100 | 160 | 250 | 390 | 620 | 1000 | 1600 | 2500 |
| 50-80 | 0,8 | 1,5 | 2,5 | 4 | 6 | 10 | 15 | 22 | 35 | 54 | 87 | 140 | 220 | 350 | 540 | 870 | 1400 | 2200 | 3500 |
| 80-120 | 1 | 1,5 | 2,5 | 4 | 6 | 10 | 15 | 22 | 35 | 54 | 87 | 160 | 250 | 400 | 630 | 1000 | 1600 | 2500 | 4000 |
| 120-180 | 1,2 | 2 | 3,5 | 5 | 8 | 12 | 18 | 25 | 40 | 63 | 100 | 160 | 250 | 400 | 630 | 1000 | 1600 | 2500 | 4000 |
| 180-250 | 2 | 3 | 4,5 | 7 | 10 | 14 | 20 | 29 | 46 | 72 | 115 | 185 | 290 | 460 | 720 | 1150 | 1850 | 2900 | 4600 |
| 250-315 | 2,5 | 4 | 6 | 8 | 12 | 16 | 23 | 32 | 52 | 81 | 130 | 210 | 320 | 520 | 810 | 1300 | 2100 | 3200 | 5200 |
| 315-400 | 3 | 5 | 7 | 9 | 13 | 18 | 25 | 36 | 57 | 89 | 140 | 230 | 360 | 570 | 890 | 1400 | 2300 | 3600 | 5700 |
| 400-500 | 4 | 6 | 8 | 10 | 15 | 20 | 27 | 40 | 63 | 97 | 155 | 250 | 400 | 630 | 970 | 1550 | 2500 | 4000 | 6300 |
Таблица 6 Нумерация квалитетов по СТ 14475 и примерное соответствие им классов точности по ГОСТу
| Квалитеты | |||||||||||||||||||||||
| 01 | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | |||||
| Вал | Отве-рстие | Вал | Отвер-стие | Вал | Отвер-стие | Вал | Отвер-стие | Вал | Отвер-стие | ||||||||||||||
| Классы точности | |||||||||||||||||||||||
| 1 | - | 2 | 1 | 2а | 2 | 3 | 2а | 3 | 3 | За | 4 | 5 | 6 | 7 | 8 | 9 | 10 | ||||||
Основные определения даны на рис. 12. Допуск определяется как разность между наибольшим и наименьшим предельными размерами или как абсолютная величина разности между верхним и нижним отклонениями. Допуск является мерой точности заданного номинального размера, Чем меньше допуск, тем выше точность изготовления размера. Система СЭВ для всех диапазонов размеров устанавливает 19 квалитетов, которые имеют номера 01, 0, 1, 2, ..., 16, 17. Значения допусков для размеров отверстия до 500 мм даны в табл. 5. Соответствие квалитетов классам точности показано в табл. 6.
В машине отдельные детали сопрягаются друг с другом. Всегда различают наружную охватывающую деталь и внутреннюю охватываемую. Условно первую называют отверстием, а вторую- валом, например, шпоночный паз - отверстие, шпонка - вал и т. д.
Посадкой называют характер сопряжения двух деталей, определяемый величиной зазор а или натяга. Если размер отверстия больше размера вала, в сопряжении возникает зазор, если размер отверстия до сборки меньше размера вала - натяг. Зазор определяет степень подвижности сопрягаемых деталей, натяг - степень относительной неподвижности. Чем больше натяг, тем выше передаваемый посадкой крутящий момент.
Существуют две системы посадок: система отверстия и система вала. В первом случае предельные размеры отверстия для определенного диаметра и определенного квалитета для всех посадок остаются постоянными, а различные посадки осуществляются за счет изменения предельных размеров валов. В системе вала, наоборот, остаются постоянными предельные размеры вала, а посадки осуществляются за счет изменения предельных размеров отверстий. Система отверстия имеет преимущественное распространение.
Все посадки принято делить на три группы: с гарантированным зазором, с гарантированным натягом, переходные (рис. 13).
В первом случае так выбирают предельные размеры отверстия и вала, чтобы в сопряжении был гарантированный зазор. Разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала определяет наибольший зазор. Разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала - наименьший зазор. Действительный зазор будет находиться между указанными пределами. Зазор необходим для обеспечения подвижности соединения и размещения смазки. Чем выше число оборотов и выше вязкость смазки, тем больше должен быть зазор.
В посадках с натягом так выбирают предельные размеры вала и отверстия, чтобы в сопряжении был гарантированный натяг, ограниченный минимальным и максимальным значениями.
Переходные посадки могут дать зазор или натяг небольшой величины. До изготовления деталей нельзя сказать, что будет в сопряжении. Это становится ясным только при сборке. Зазор не должен превышать величины наибольшего зазора, а натяг - величины наибольшего натяга. Переходные посадки применяются в том случае, если необходимо обеспечить точное центрирование отверстия и вала.
Рис. 13. Посадки
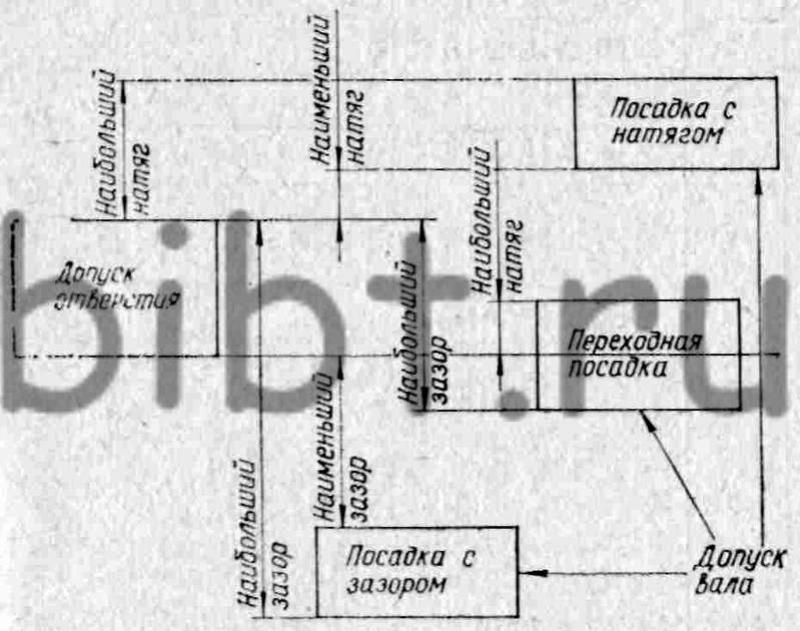
Таблица 7 Рекомендуемые посадки при размерах от 1 до 500 мм
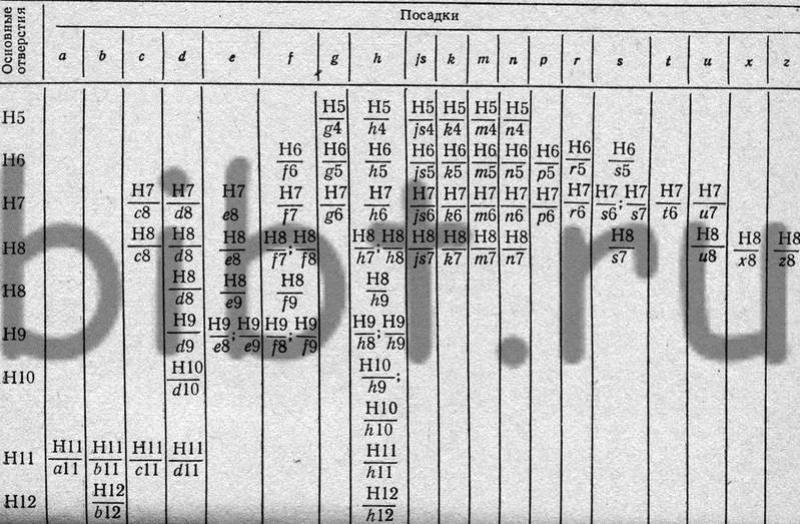
В системе СЭВ применяются следующие условные обозначения:
1) Используются буквы латинского алфавита, отверстия определяются прописными буквами, валы - строчными.
2) Отверстие в системе отверстия (основное отверстие) обозначается буквой Н и цифрами - номером квалитета. Например, Н6, Н11 и т. д.
3) Вал в системе отверстия обозначается символом посадки и цифрами - номером квалитета. Например, g6, d11 и т. д.
4) Сопряжение отверстия и вала в системе отверстия обозначается дробно: в числителе - допуск отверстия, в знаменателе - допуск вала. Рекомендуемые посадки в системе отверстия при размерах от 1 до 500 мм даны в табл. 7.
Таблица 8 Точность токарной обработки
| Вид обработки | Квалитеты | |
| Среднее значение | Пределы изменения | |
| Точение и растачивание: | ||
| черновое | 12 | 11-14 |
| чистовое | 11 | 10-11 |
| тонкое | 9 | 8-10 |
| Сверление | 12 | 11-14 |
| Зенкерование | 11 | 9-12 |
| Развертывание: | ||
| черновое | 9 | 8-11 |
| чистовое | 7 | 68 |
В табл. 8 дана достигаемая точность при токарной обработке в условиях серийного и массового производства.