
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Штангенинструменты. Штангенциркуль ШЦ-I.
Для измерения линейных размеров в индивидуальном и мелкосерийном производстве применяют штангенинструменты. К ним относятся штангенциркуль, штангенглубиномер, штангенрейсмас (штангенвысотомер) и специальные штангенциркули. Все они работают по одному и тому же принципу и отличаются только конструкцией отдельных элементов.
Штангенциркуль служит основным инструментом для измерения наружных и внутренних размеров, длины и толщины гладких деталей, а также глубины отверстий. Наша промышленность выпускает три типа штангенциркулей:
1) ШЦ-I с двусторонним расположением губок для наружных и внутренних измерений и с глубиномером для измерения глубины отверстий, пазов, выемок. Величина отсчета по нониусу 0,1 мм, предел измерений 0—125 мм.
2) ШЦ-II с двусторонним расположением губок для наружных и внутренних измерений и для разметки. Этот тип штангенциркуля выпускается с величиной отсчета по нониусу 0,1 и 0,05 мм,
с пределами измерений 0—200 I 0—320 мм.
3) ШЦ-III с односторонним губками, с отсчетом по нониусу 0,1 и 0,05 мм и пределами измерений 0—500 мм и с отсчетом 0,1 мм и пределами измерений 250—710, 320—1000, 500—1400 и 800—2000 мм.
Рис. 17. Штангенциркуль ШЦ-I
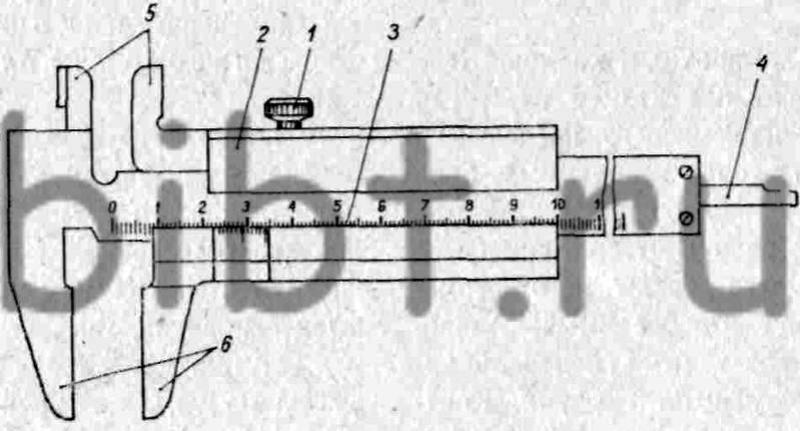
Штангенциркуль ШЦ-I (рис. 17) состоит из штанги 3 с нанесенными на ней штриховыми делениями через 1 мм и рамки 2, перемещающейся по штанге. Губки 6 предназначены для измерения наружных, а губки о — внутренних поверхностей, ножка 4 — для измерения уступов и углублений. Размер в миллиметрах отсчитывается по линейке 3 до левого нулевого штриха нониуса, нанесенного на каретке 2.
Если нулевой штрих нониуса не совместился с делением на линейке, то по шкале нониуса отсчитывают количество делений до штриха, совместившегося со штрихом на шкале линейки. Так определяются десятые доли миллиметра измеряемого размера детали.
Для фиксирования положения губок после замера используют винт 1. Во избежание ошибок при измерении необходимо следить за тем, чтобы губки штангенциркуля были расположены на диаметре измеряемой детали.