
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Измерительные инструменты.
Деталь в процессе изготовления необходимо контролировать. Различают два основных вида контроля:
при помощи калибров;
при помощи универсального измерительного инструмента.
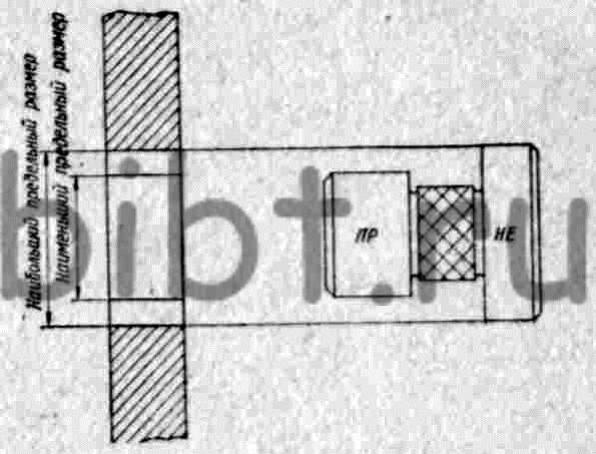
Принцип контроля при помощи калибров показан на рис. 16. Для контроля отверстия, показанного на рисунке, изготовляют две пробки:
проходную ПР— ее номинале ный размер равен наименьшему
предельному размеру отверстия;
непроходную НЕ — ее номинальный размер равен наибольшему предельному размеру отверстия.
Отверстие считается годным, если проходит калибр ПР и не проходит калибр НЕ. Если проходит ПР, то действительный размер отверстия больше наименьшего предельного размера. Если не проходит НЕ, то действительный размер отверстия меньше наибольшего предельного размера. Оба эти условия говорят о том, что действительный размер детали лежит в пределах поля допуска.
Если не проходит калибр ПР — действительный размер отверстия меньше наименьшего предельного размера — брак исправимый. Если проходит калибр НЕ — действительный размер отверстия больше наибольшего предельного размера— брак неисправимый. Аналогично производится контроль валов предельными скобами. Контроль при помощи калибров обеспечивает высокую производительность и высокую точность, не требует высокой квалификации оператора, не требует для каждого размера и каждого квалитета изготовления специального калибра. Этот контроль целесообразно применять в массовом и крупносерийном производстве.
Рис. 16. Контроль детали при помощи калибров
В мелкосерийном и единичном производстве используется контроль при помощи универсального инструмента.