
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Токарно-винторезные станки. Токарно-винторезный станок 16К20.
Токарно - винторезный станок 16К20, выпускаемый московским заводом «Красный пролетарий» им. Ефремова, предназначен для выполнения различных токарных и резьбонарезных работ, скоростного резания сырых, закаленных, а также труднообрабатываемых материалов (нержавеющих и жаропрочных сталей) в условиях единичного и серийного производства.
Общий вид станка показан на рис. 20. Станок имеет коробчатой формы станину с закаленными шлифованными направляющими. Станина установлена на монолитном основании, которое служит стружкосборником и резервуаром для охлаждающей жидкости. Направляющие станины, ходовой винт и ходовой вал защищены от попадания мелкой стружки и пыли щитками. Механизм отключения подачи, которым оснащен фартук, позволяет вести обработку по упорам при продольном и поперечном точении. Задняя бабка станка установлена на аэростатической опоре (воздушной подушке), что значительно снижает удельное давление при ее перемещении и износ направляющих станины.
На основе станка 16К20, как базовой модели, выпускается ряд модификаций: станок 16К20Г с выемкой в станине для обтачивания заготовок диаметром до 600 мм на длине 295 мм от торца фланца шпинделя; 16К25 - облегченного типа для обработки заготовок диаметром до 500 мм над направляющими станины;
16К20П - повышенного класса точности для инструментального производства.
Кинематическая схема токарно-винторезного станка
16К20 показана на рис. 21. Структура механизма главного движения сложная и обеспечивает 22 частоты вращения шпинделя.
Технические характеристики токарно-винторезных станков приведены в табл. 11.
Вал 1 коробки скоростей получает вращение от электродвигателя (N=10 кВт, n = 1460 Об/мин, i рем = 154/268) через клиноременную передачу.
Рис. 20. Токарно-винторезный станок 16К20
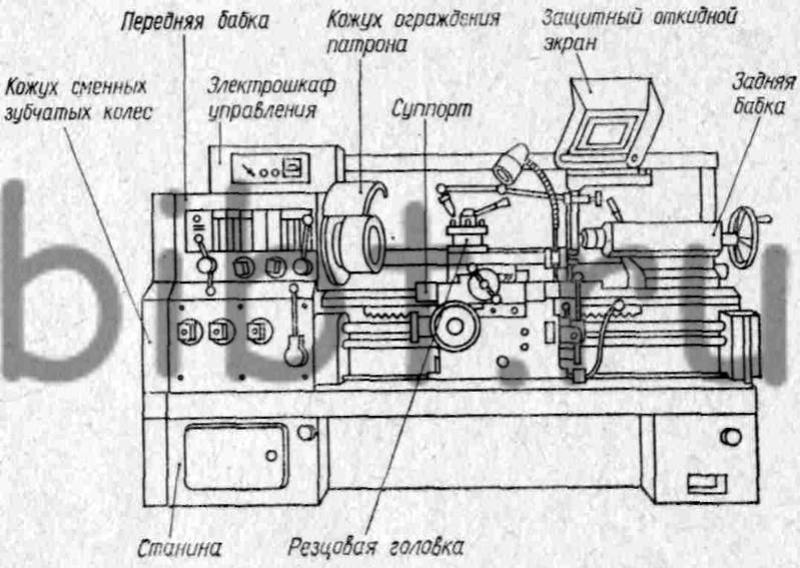
Таблица 11 Технические характеристики токарно-винторезных станков
| Модель станка |
Наибольший диаметр обрабатываемого изделия, мм | Наибольшая длинна изделия, мм |
Частота вращения шпинделя, об/мин |
Диапазон подачи, мм/об | Шаг нарезаемой резьбы, мм | Мощ-ность, кВт |
||
| над станиной | над суппортом | продольной | поперечной | |||||
| 16Б04А | 200 | 115 | 350 | 32-3200 | 0,01-0,175 | 0,005-0,09 | 0,2-28 | 1.1 |
| 16Б05А | 250 | 145 | 500 | 25-2500 | 0,01-0,175 | 0,005-0,09 | 0,2-28 | 1,5 |
| 16Б16АБФ1 | 320 | 118 | 640 | 20-2000 | 0,01-0,7 | 0,005-0,35 | 0,2-28 | 8 |
| 1А61 | 320 | 160 | 640 | 16-2000 | 0,041 - 1,082 | 0,013-0,35 | 0,2-28 | 4,5 |
| 16П16П | 320 | 180 | 500 | 16-1600 | 0,041 - 1,082 | 0,013-0,35 | 0,2-28 | 6,3 |
| 1А616К | 320 | 180 | 640 | 18-1800 | 0,041 - 1,082 | 0,065-0,91 | 0,5-24 | 2,8/4,6 |
| 16Б16А | 320 | 180 | 500 | 20-2000 | 0,01-0,7 | 0,005-0,35 | 0,25-56 | 2,8/4,6 |
| 16К20 | 400 | 220 | 645 935 1335 1935 |
12,5-1600 | 0,05-2,8 | 0,025-1,4 | 0,5-112 | 10 |
| 16К25 | 500 | 290 | 645 935 1335 1935 |
10,0-1250 | 0,05-2,8 | 0,025-0,4 | 0,5-112 | 10 |
| 16К30П | 630 | 350 | 1335 | 6,3-1250 | 0,055-1,2 | 0,023-0,5 | 1-288 | 17/22 |
| 16К30 | 630 | 350 | 1935 2735 |
6,3-1250 | 0,055-1,2 | 0,023-0,5 | 1-288 | 17/22 |
| 1А63 | 630 | 350 | 1335 | 10-1250 | 0,064-1,025 | 0,0256-0,378 | 1 - 192 | 13 |
| 1М63 | 630 | 350 | 2735 | 10-1250 | 0,064-1,025 | 0,0256-0,378 | 1 - 192 | 13 |
| 1Л64 | 800 | 450 | 2735 | 10-1250 | 0,064-1,025 | 0,0256-0,378 | 1 - 192 | 13 |
| 1А64 | 800 | 480 | 2735 | 10-1250 | 0,064-1,025 | 0,07-1,04 | 1 - 120 | 17 |
| 16К50 | 1000 | 600 | 2735 | 2,5-500 | 0,08-27,9 | 0,04-7.68 | 1-224 | 22 |
Примечание. Число позиций инструментов у всех моделей станков равно четырем, кроме станков модели 16Б16АБФ1, где число позиций равно шести.
Вращение от вала
I на вал III передается через двойной шестеренчатый блок 34-39 и
тройной блок 47-55-38. На валу I расположена многодисковая
фрикционная муфта, с помощью которой осуществляют прямое и обратное
вращение шпинделя. Механизм перебора состоит из блока 45-60 и
шестерни 18. Перебор обеспечивает два передаточных отношения 
Шпиндель
получает вращение от вала V через передачу (блок 48-60
включен вправо) ![]() или
непосредственно от вала III через передачу
или
непосредственно от вала III через передачу ![]() или
или ![]() (блок 48-60 включен влево). При правом включении блока 48-60
вращение от вала III на шпиндель передается через механизм
перебора, и частота вращения шпинделя по сравнению с
частотой вращения вала III уменьшается. На шпинделе можно
получить 2X3X2=12 различных частот вращения. При
включении блока 48-60 на прямую передачу (влево) на
шпинделе можно также получить 2X3X2=12 различных частот вращения.
Таким образом, общее число частот вращения 12+12 = 24.
Частоты вращения n=500 об/мин и n = 630 об/мин повторяются дважды.
Частоту вращения шпинделя для каждой ступени рассчитывают по
уравнению кинематической цепи между электродвигателем и шпинделей.
Минимальная частота вращения шпинделя (при работе с перебором) будет:
(блок 48-60 включен влево). При правом включении блока 48-60
вращение от вала III на шпиндель передается через механизм
перебора, и частота вращения шпинделя по сравнению с
частотой вращения вала III уменьшается. На шпинделе можно
получить 2X3X2=12 различных частот вращения. При
включении блока 48-60 на прямую передачу (влево) на
шпинделе можно также получить 2X3X2=12 различных частот вращения.
Таким образом, общее число частот вращения 12+12 = 24.
Частоты вращения n=500 об/мин и n = 630 об/мин повторяются дважды.
Частоту вращения шпинделя для каждой ступени рассчитывают по
уравнению кинематической цепи между электродвигателем и шпинделей.
Минимальная частота вращения шпинделя (при работе с перебором) будет: 
Максимальная
частота вращения (при работе без перебора) будет 
Обратное (левое)
вращение шпинделя осуществляется через промежуточный
реверсивный блок 24-36 (муфта М включена вправо) и далее, как при
правом вращении. Так как в этом случае двойной блок 34-39 в передаче
движения не участвует, то число частот вращения обратного хода в два
раза меньше, чем прямого хода (т. е. 12), причем обратное вращение
шпинделя является ускоренным (передаточное отношение  больше
больше  ).
).
Привод подачи. В кинематическую цепь механизма подач входят: звено увеличения шага (блок 60-45), механизм трензеля (реверса), зубчатые колеса гитары, коробка подач и механизм фартука. Суппорт получает движение непосредственно от шпинделя через звено увеличения шага и через трензель и далее через гитару сменных зубчатых колес на вал IX коробки подач. На одной оси с валом IX расположены валы XI, XVI и ходовой винт станка. При помощи муфт М2, М3, М5, которые представляют собой сопрягаемые зубчатые колеса с наружным и внутренним зацеплением, валы IX, XI, XVI и ходовой винт могут присоединяться друг к другу и образовывать в совокупности как бы один сплошной вал. В этом случае движение от гитары на ходовой винт будет передаваться напрямую.
При левом
положении муфты М5 вращение передается через зубчатые колеса ,
обгонную муфту и зубчатые колеса
,
обгонную муфту и зубчатые колеса ![]() на
ходовой вал.
на
ходовой вал.
Коробка подач может обеспечить 4X4X2 = 32 переключения, т. е. 32 продольные подачи (от 0,1 до 1,4 мм/об).
Гитара сменных
шестерен может настраиваться с передаточным отношением i гит- -
для поперечных подач и нарезания метрической и дюймовой резьб или с
передаточным отношением i гит =
-
для поперечных подач и нарезания метрической и дюймовой резьб или с
передаточным отношением i гит = -для
нарезания модульных и питчевых резьб.
-для
нарезания модульных и питчевых резьб.