| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Классификация токарных станков с ЧПУ. Технические характеристики токарных станков с ЧПУ.
Токарные станки с ЧПУ классифицируют:
а) по расположению оси шпинделя - горизонтальные и вертикальные;
б) по расположению направляющих - горизонтальные, вертикальные, наклонные;
в) по организации инструментальной системы - с одним или несколькими суппортами, с револьверной головкой, с суппортом и револьверной головкой, с суппортом и инструментальным магазином и др;
г) по виду выполняемых работ - центровые, патронные, патронно-центровые, карусельные.
Центровые станки (1Б732Ф3, 1716Ф3, 1725Ф3) предназначены для обработки валов - обработки» наружных цилиндрических, торцовых, конических, фасонных поверхностей, нарезания наружных резьб.
Патронные станки (1П717Ф3, 1П732МФ4, 1П752МФ3, 1П732РФ3, 1П416Ф3, 1723Ф3, 1734Ф3, 1П756ДФ3) предназначены для обработки дисков, фланцев, втулок, в которых наряду с наружными и торцовыми поверхностями обрабатываются внутренние поверхности растачиванием, сверлением, зенкерованием, развертыванием, нарезается внутренняя резьба резцом или метчиком.
Патронно-центровые станки (16Б16Ф3, 16К20Ф3, 16К30Ф3, 16К50Ф3, 1740РФ3) обладают технологическими возможностями центровых и патронных станков.
Карусельные станки (1512Ф3, 1А512МФ3, 1А516МФ3, 1А525МФ3, 1А521ЛМФ3, 1Л532Ф2) предназначены для обработки фланцев, дисков, втулок, корпусов сравнительно больших размеров.
В табл. 27 даны технические характеристики современных токарных станков с ЧПУ.
Токарные станки с ЧПУ по сравнению с обычными станками имеют более широкие технологические возможности:
1. Мощный привод главного движения до 20-40 и более кВт. Используются двигатели постоянного тока, позволяющие осуществить бесступенчатое регулирование частоты вращения шпинделя, или трехфазные двигатели переменного тока с большим числом ступеней регулирования (18-20 и более).
Верхние пределы частоты вращения шпинделя достигают 2000 об/мин (16К20Ф3С5, 1П717Ф3, 1П416Ф3).
Пределы регулирования частоты вращения шпинделя изменяются до 200 раз (1П752МФ3, 1А61Ф3С2, 1А512МФ3, 1А516МФ3).
2. Бесступенчатый привод движения подачи с очень широкими пределами регулирования величины подачи.
У станков 1П717Ф3, 1П752Ф3, 1723Ф3 величина подачи изменяется от 1 до 1200 мм/мин, т. е. в 1200 раз. У других моделей еще больше.
Например, станок 1740РФ3 имеет пределы регулирования подач 0,1-10000 мм/мин.
Это дает возможность для каждого конкретного случая выбрать оптимальную по условиям обработки подачу.
3. Станки имеют две координаты с независимым управлением по каждой из них. Это позволяет реализовать очень сложные траектории перемещения рабочих органов, недостижимые для нечисловых систем управления (например, копировальной).
4. Большинство станков имеет скорость установочных перемещений суппорта 4,8 м/мин, а станков 1П756ДФ3-10 м/мин. Это позволяет максимально сократить время холостых перемещений суппорта.
5. Все станки имеют высокую точность изготовления и повышенную жесткость по сравнению с обычными станками аналогичного назначения. Это позволяет обеспечить высокую точность обработки.
6. Станки снабжены развитыми инструментальными системами с числом инструментов 12(1740РФЗ, 1П732РФЗ, 1740РФЗ) и более.
7. Многие станки снабжены механизмами для автоматического удаления стружки.
8. Системы ЧПУ снабжены корректорами, которые расположены на пульте и конструктивно оформлены в виде набора декадных переключателей. С помощью корректоров можно компенсировать систематические погрешности обработки, неточность настройки режущих инструментов, нежесткость системы СПИД, температурные деформации, размерный износ инструмента. Каждый корректор имеет свой номер. Вызов информации от корректора выполняется по командам управления программой. Набор величины коррекции осуществляется наладчиком при размерной настройке инструмента по результатам пробных проходов.
9. Станки с ЧПУ имеют развитую систему индикации. Оперативные и диагностические сигнальные лампы информируют о включении станка, готовности отдельных узлов к работе, о неисправности механизмов. Табло цифровой индикации сообщает номер кадра, текущее значение координат и т. д. Объем индикации в современных станках различен - от индикации отдельных слов до содержания нескольких кадров. Иногда предусмотрена индикация по выбору. При помощи переключателя адресов последовательно опрашивают каждый из них.
10. Режимы работы станков с ЧПУ: автоматический, полуавтоматический, режим преднабора, ручной. В автоматическом режиме станок работает безостановочно до одной из вспомогательных команд останова M00, M0l, M02, М03. В полуавтоматическом режиме станок отрабатывает один кадр и останавливается, обработка возобновляется только после нажатия кнопки «Пуск». Режим преднабора - управляющая информация в объеме одного кадра вручную набирается на пульте, затем кадр отрабатывается при нажатии кнопки «Пуск».
В ручном режиме можно включать все механизмы станка и отрабатывать различные перемещения: включение и останов шпинделя, зажим и разжим инструмента, смена инструмента, движение подачи, возврат рабочих органов в нулевую позицию. Все станки имеют специальный переключатель, позволяющий регулировать величину запрограммированной подачи в пределах от 0 до 120%, а станки с бесступенчатым регулированием привода главного движения - регулятор частоты вращения шпинделя.
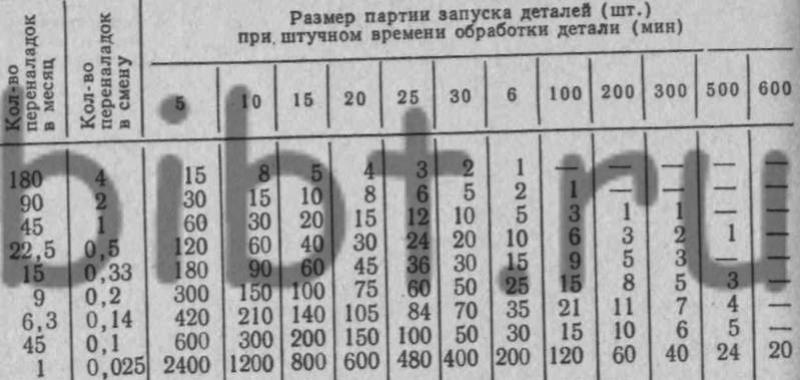
11. Средний размер партии запуска деталей дан в табл. 28.
Размер партии деталей рассчитан исходя из среднего фонда штучного времени работы станка, равного 300 мин в смену. Количество смен в месяц принято равным 45.
Таблица 27 Технические характеристики токарных станков с ЧПУ
| Назначение | Модель | Наибольший
диаметр обрабатываемого изделия, над суппортом/ над станиной, мм |
Наибольшая длина обработки, мм | Мощность привода главного движения, кВт | Габариты станка, мм | Пределы частот вращения шпинделя, мм/мин | Пределы регулирования подач, мм/мин | Система управления | Станко-строительный завод-изготовитель |
| Токарный | 1А616Ф3С2 | 320/160 | 710 | 5,5 | 3380x1780x1900 | 9-1800 | 2,8-640 1,4-320 | «Контур 2ПТ-71/2» | Средне- волжский |
| Токарно-винторезный | 16К20Ф3С5 | 400/220 | 1000 | 10 | 3360x1710x1750 | 12,5-2000 | 3-1200 1,5-600 | Н22-1М | «Красный пролетарий» им. А. И. Ефремова |
| Токарный многорезцовый копировальный | 1Б732Ф3 | 630 | 1000 1400 200 |
40 30 |
5240x2140x2835 | 25-1250 | 5-512 | 422-1 | Московский им. Серго Орджоникидзе |
| Токарный полуавтомат | 1740РФ3 | 630 | 1400 2000 | 37 | 5530x2310x3050 | 16-1600 | 1-10000 | Контурное с обратной связью | То же |
| Токарный патронный | 1П717Ф3 | 400/200 | 100 | 5,5/8,5 | 3020x3330x1860 | 16-2000 | 1-1200 1-600 | Н22-1М | Средневолжский |
| Токарный многорезцовый патронный полуавтомат с инструментальным магазином | 1П732МФ4 | 630/400 | 250 | 40 | 4500x2120x2815 | 63-1250 | 5-1216 | 433-1 | Московский им. Серго Орджоникидзе |
| Токарный патронный полуавтомат | 1П752МФ3 | 500/250 | 250 | 22 | 3200x3500x2600 | 6,3-1250 | 1-1200 1-600 | Н22-1М | То же |
| Токарный патронный многооперационный с 12-позиционной инструментальной головкой | 1П732РФ3 | 630/400 | 300 | 37 | 2915x2390x2800 | 25-1250 | 0,1-1200 | Н22-1М | » |
| Токарный многорезцовый патронный вертикальный | 1723Ф3 | 200 | 160 | 7/10,5 | 1700x2000x2665 | 63-1410 | 1-1200 | Н55-1 | Минский завод автоматических линий |
| » | 1734Ф3 | 320 | 200 | 13,5/19,5 | 2200x2250x3035 | 45-1000 | 1-2000 | Н55-1 | То же |
| Токарный многорезцовый патронный | 1П756ДФ3 | 630/500 | 320 | 22 | 420x795x1700 | 8-1600 | 1-20000 | Н55-1 | Рязанский |
| Токарно-револьверный полуавтомат | 1П416Ф3 | 160 | 80 | 4,2/6,3 | 1970x1150x2040 | 45-2000 | 0,1-1200 | 1Н22-31 | Бердичевский станкозавод «Комсомолец» |
| Токарно-карусельный одностоечный | 1512Ф3 | 1250 | 1000 | 30 | 1750x820x1370 | 5-250 | 3-300 | Н55-2 | Краснодарский им. Г, M. Седина |
| Токарно-карусельный одностоечный | 1А512МФ3 | 1450 | 1000 | 55 | 5050x3950x4790 | 1-335 | 0,1-1000 | Размер 4 | Краснодарский им. Г. М. Седина |
| Токарно-карусельный одностоечный | 1А512МФ3 | 1800 | 1600 | 75 | 5200x3950x4790 | 0,9-280 | 0,1-1000 | » | То же |
| Токарно-карусельный двухстоечный | 1А525МФ3 | 2500 | 1600 | 55 | 6540x6090x5300 | 0,3-127 | 0,1-1000 | » | » |
| Токарно-карусельный двухстоечный | 1А532ЛМФ3 | 3150 | 2400 | 100 | 7190x6370x5300 | 0,2-102 | 0,1-10000 | » | » |
| Токарно-карусельный двухстоечный | 1Л532Ф2 | 3150 | 1600 | 55 | 6120x5485x4910 | 1,25-63 | 0,04-16 | П32-3 | » |
Таблица
28 Средний размер партии запуска деталей