
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Анодно-струйное хромирование
Анодно-струйное хромирование
Анодно-струйное хромирование осуществляют при высокой плотности тока (до 300 А/дм2) и скорости осаждения хрома до 0,3 мм/ч. В большинстве случаев этот метод применяют с целью местного восстановления нарушенных покрытий на крупногабаритных деталях и деталях со сложным профилем. Для этого используют электролит, содержащий CrO3 (220 — 250 г/л) и H2SO4 (5-6 г/л). Режим электролиза указан в табл. 27.
27. Режимы анодно-струйного хромирования
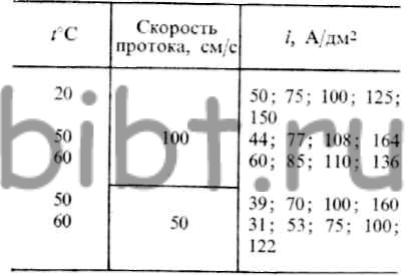
Качественные по внешнему виду покрытия получают при определенном соотношении между плотностью тока, температурой и скоростью протока. При повышении iк необходимо увеличить температуру и скорость протока электролита. С увеличением скорости протока и повышением температуры улучшается равномерность осаждения хрома. С увеличением iк от 50 до 150 А/дм2 зернистость осадков растет, а с повышением температуры от 50 до 65°С и скорости протока от 50 до 100 см/с уменьшается.
Хромовые покрытия, полученные в стандартном электролите анодно-струйным способом при iк = 100 А/дм2, t = 55°С и скорости протока 50 см/с, обладают лучшими антифрикционными свойствами, чем полученные при обычных условиях при iк = 50÷60 А/дм2 и t = 55°С. Наиболее оптимальное расстояние между анодом и катодом при анодно-струйном хромировании равно 15 — 30 мм, а диаметр отверстий в анодах 4 — 5 мм. Поверхность отверстий должна составлять 20% от рабочей поверхности анода.
Хромирование в проточном электролите обеспечивает осаждение равномерных покрытий по микрорельефу. Однако при таком способе необходимо поддерживать равномерное распределение тока, так как в процессе электролиза электролит наполняется пузырьками водорода и кислорода, что снижает электропроводность электролита.