
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
РАЗДЕЛ ПЕРВЫЙ
ВСПОМОГАТЕЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ РЕВОЛЬВЕРНЫХ СТАНКОВ
ГЛАВА I
ИСПОЛЬЗОВАНИЕ РЕВОЛЬВЕРНЫХ СТАНКОВ В ПРИБОРОСТРОЕНИИ
1. Применение вспомогательного инструмента на револьверных станках
При работе на револьверных станках крепление режущего инструмента в револьверной головке и на поперечных суппортах производится при помощи вспомогательного инструмента, т. е. различного рода державок, конструкция которых отличается большим разнообразием.
Державки для закрепления режущего инструмента должны обеспечивать:
1) высокую жесткость крепления инструмента;
2) возможность точной установки и регулировки режущего инструмента;
3) затрату возможно меньшего количества времени для закрепления и освобождения режущего инструмента.
При проектировании вспомогательного инструмента необходимо учитывать тип станка и вид режущего инструмента, а также размеры и расположение крепежных отверстий револьверной головки. В некоторых случаях при выборе конструкции вспомогательного инструмента следует учитывать и конфигурацию обрабатываемых деталей.
Высокая производительность и хорошее качество деталей при обработке на револьверных станках могут быть достигнуты лишь при рациональном выборе режущего и вспомогательного инструмента и наиболее целесообразном их расположении в револьверной головке и суппортах.
Револьверные станки в зависимости от конструкции и расположения их головок разделяются:
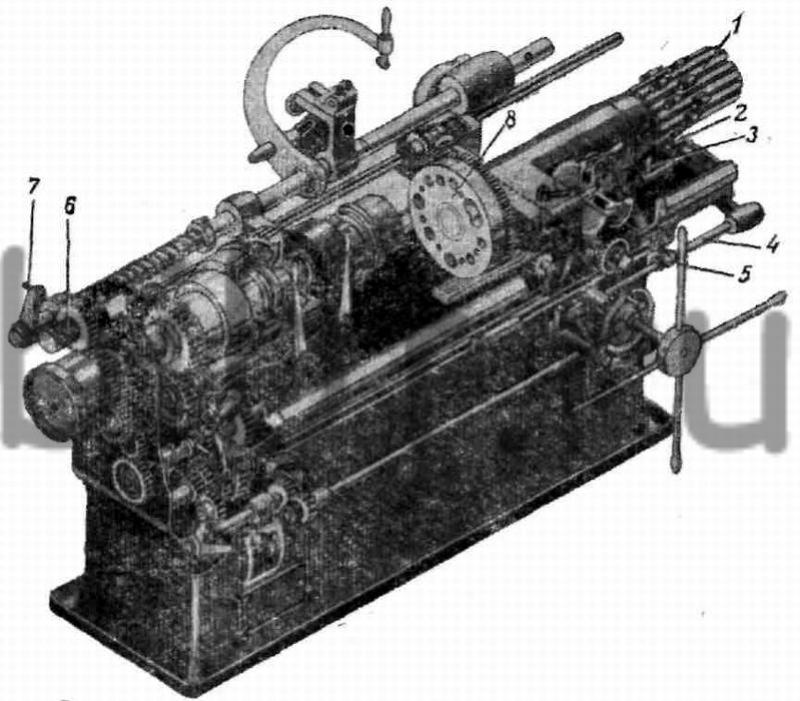
1) на станки с вертикальной осью вращения револьверной головки (фиг. 1);
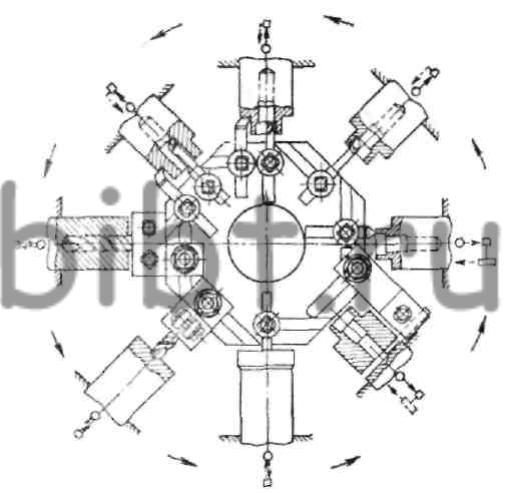
2) станки с горизонтальной осью вращения револьверной головки, параллельной оси рабочего шпинделя (фиг. 2).
Револьверные головки с вертикальной осью вращения имеют Ф°рму цилиндров (фиг. 3, а) или многогранников (фиг. 3, б).
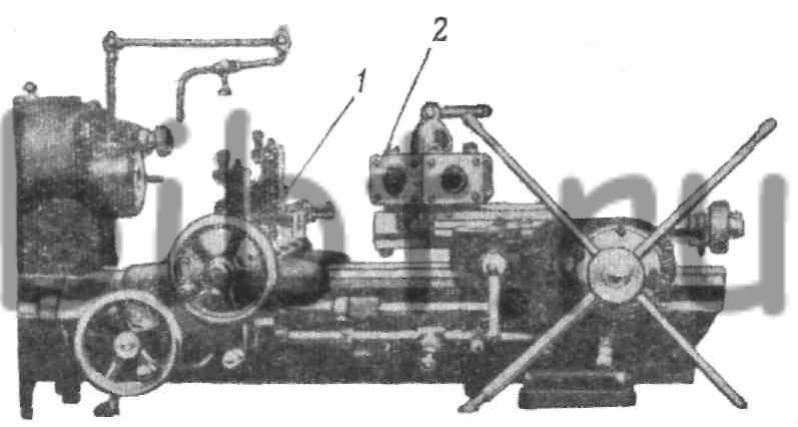
Фиг. 1. Револьверный станок с вертикальной осью вращения головки:
1 — поперечный суппорт; 2 — револьверная головка.
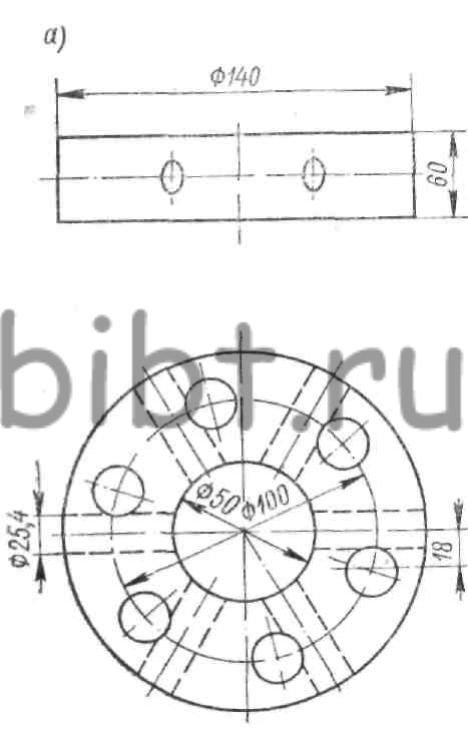
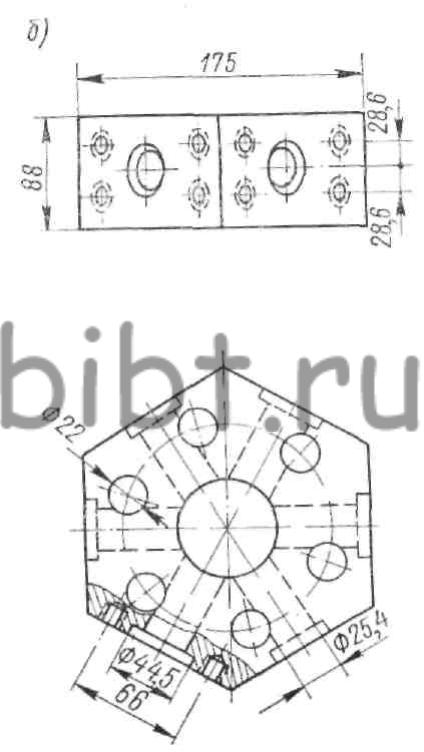
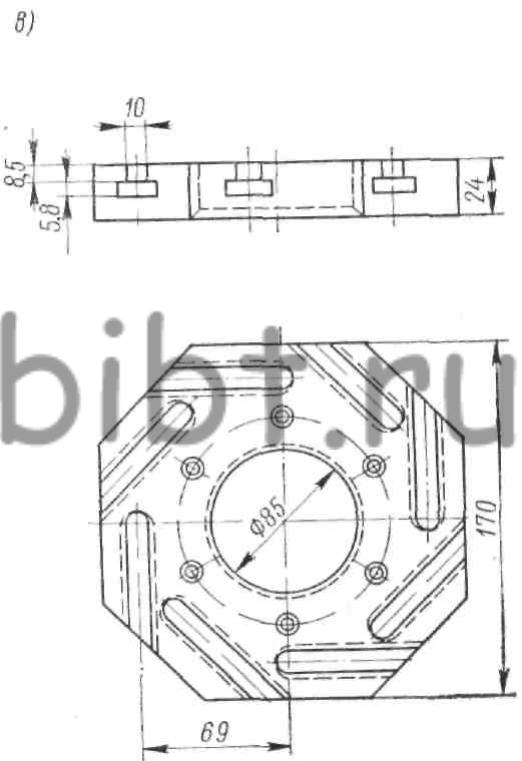
Фиг. 3. Форма револьверных головок: а- круглая; б — шестиугольная; в — восьмиугольная с Т-образными пазами.
Фиг. 2. Револьверный станок с горизонтальной осью вращения головки:
1 — барабан;2 — упор; 3, 5 —рычаги; 4 — тяга; 6 —резьбовой копир;
7 — резьбовая направляющая плашка; 8 — револьверная головка.
Крепление режущего инструмента в таких револьверных головках производится с помощью державок, которые своим цилиндрическим хвостовиком устанавливаются в отверстиях револьверных головок и обеспечивают правильное расположение инструмента по отношению к детали.
Режущий инструмент, предназначенный для работы при поперечной подаче суппорта, закрепляется в державках, устанавливаемых на поперечных суппортах с передней или задней стороны детали (фиг. 1).
Револьверная головка имеет продольное перемещение и периодически поворачивается, в результате чего каждый из режущих инструментов поочередно устанавливается против шпинделя станка. Получение заданных размеров по длине обеспечивается применением продольных упоров.
На фиг. 3, б показана револьверная головка, имеющая шестигранную форму и шесть отверстий для крепления инструмента. В отличие от револьверных головок цилиндрической формы эти головки дают возможность при необходимости использовать специальные стойки, которые устанавливаются на боковых гранях головки и закрепляются при помощи четырех винтов. Крепление инструмента при помощи таких стоек обеспечивает высокую жесткость, но усложняет установку инструмента и его настройку. Стойки применяются в приборостроении сравнительно редко и используются только в тех случаях, когда возникает необходимость установки двухсторонних или комбинированных державок с большим количеством режущего инструмента.
В приборостроении получили также некоторое распространение станки с плоской револьверной головкой. Одним из них является станок типа РА (См. табл. 3, стр. 21) , имеющий восьмиугольную револьверную головку-столик, снабженную восемью Т-образными пазами (фиг, 3, в). В этих пазах устанавливаются державки для крепления инструмента (фиг. 4).
Револьверная головка-столик допускает продольное и поперечное перемещение и снабжена соответственно продольными и поперечными упорами, служащими для размерной настройки станка. При периодических поворотах револьверной головки каждый из режущих инструментов устанавливается против шпинделя станка и занимает необходимое рабочее положение по отношению к детали.
Револьверные станки с горизонтальной осью вращения головки целесообразно применять в тех случаях, когда для обработки детали требуется большое количество инструмента, которое невозможно установить на станке с вертикальной осью вращения головки.
Револьверная головка с горизонтальной осью вращения представляет собой диск, на плоскости которого расположены по окружности отверстия для крепления инструмента (фиг. 2 и 5). Продольная подача инструментов осуществляется перемещением головки по направляющим станины (фиг. 6), а поперечная —вращением револьверной головки вокруг ее горизонтальной оси (фиг. 7).
Фиг. 4. Схема расположения инструмента в револьверной головке с Т-образными пазами.
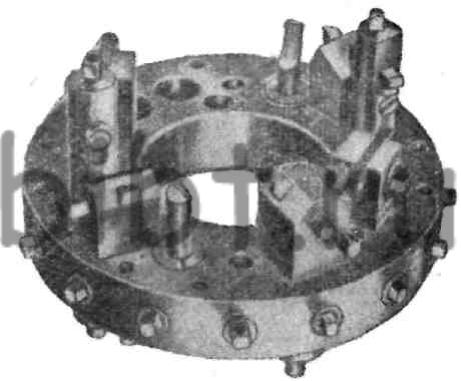
Фиг. 5. Съемная револьверная головка с горизонтальной осью вращения с установленными инструментами.
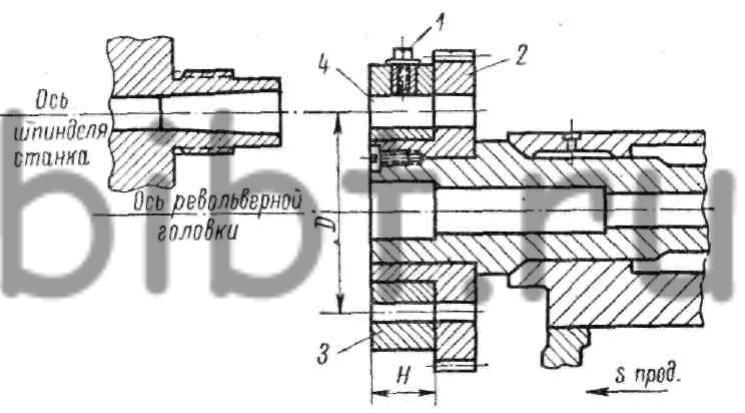
Фиг. 6. Расположение револьверной головки по отношению к шпинделю станка:
1— болты для закрепления инструментов; 2 — диск для переключения; 3 — револьверная головка; 4 — отверстие для инструментов.
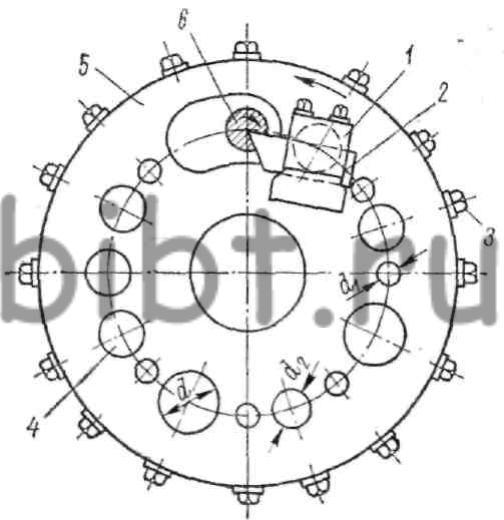
Фиг. 7. Поперечная обработка детали отрезным резцом, закрепленным в револьверной головке:
1 — державка; 2 — отрезной резец; 3 — болты для закрепления инструментов;
4 — отверстия для инструментов (12 или 16); 5—револьверная головка;
6 — деталь.
Возможность сообщать инструментам поперечную подачу посредством вращения головки является преимуществом головок данного типа. Благодаря этому отпадает необходимость в поперечном суппорте для выполнения поперечной обточки и отрезных работ, а также фасонной обточки.
При поворачивании револьверной головки каждый из режущих инструментов поочередно устанавливается против шпинделя станка и таким образом становится в рабочее положение (фиг. 6).