
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
2. Характеристики револьверных станков с горизонтальной осью вращения головки
Основные размеры дисков револьверных головок с горизонтальной осью вращения.
Револьверные станки с горизонтальной осью вращения головки предназначаются для обработки деталей сложной конфигурации из прутка или отдельных заготовок.
В табл. 1 приведены основные характеристики применяемых в приборостроении револьверных станков с горизонтальной осью вращения револьверной головки.
Основным размером, характеризующим револьверный станок, является наибольший допустимый диаметр обрабатываемого прутка, зависящий от диаметра отверстия шпинделя.
При обработке деталей в патроне их наибольший допустимый диаметр определяется высотой центра шпинделя над станиной и диаметром окружности отверстий для крепления инструмента.
К основным размерам относятся также наибольшее расстояние от переднего конца шпинделя до торца револьверной головки и наибольшее продольное перемещение револьверной головки.
При правильном выборе и использовании режущего и вспомогательного инструмента на указанных станках можно обрабатывать детали 3-го класса точности. В некоторых случаях диаметральные размеры у коротких деталей могут быть обработаны по классу точности 2а.
При обработке точных деталей целесообразно последние проходы производить с глубиной резания от 0,04 до 0,06 мм. В некоторых случаях такую небольшую стружку снимают, пользуясь обратным ходом резца, не отводя его от детали.
Наличие сравнительно большого числа отверстий (12 или 16) в револьверной головке револьверных станков с горизонтальной осью вращения дает возможность закрепить большое число инструментов и, следовательно, расширяет возможности использования этих станков.
Таблица 1 Основные характеристики револьверных станков с горизонтальной осью вращения револьверной головки
| Характеристика станка | Модель станка | |||||||||||||
| 1325 | 1336 | 1336М | BRA | CRA-I CRA-II |
DRA | FRA | GRA | |||||||
| Диаметр отверстия в шпинделе в мм |
26 | 40 | 40 | 14 | 28 36 |
36 | 60 | 82 | ||||||
| Наибольший диаметр обрабатываемого прутка в мм |
25 | 36 | 36 | 13 | 26 34 |
34 | 58 | 80 | ||||||
| Наибольшее расстояние от торца шпинделя до торца револьверной головки в мм |
400 | 500 | 660 | 300 | 390 | 560 | 890 | 840 | ||||||
| Наибольшее продольное перемещение револьверной головки в мм |
330 | 500 | 600 | 215 | 280 | 450 | 730 | 695 | ||||||
| Высота центра шпинделя над станиной в мм |
150 | 125 | 185 | 115 | 145 | 185 | 245 | 245 | ||||||
| Число отверстий для инструментов |
12 | 16 | 16 | 12 | 16 | 16 | 16 | 16 | ||||||
| Диаметр окружности отверстий для инструментов в мм |
115 | 190 | 190 | 150 | 150 | 190 | 270 | 270 | ||||||
| Число продольных упоров револьверного суппорта |
12 | 16 | 16 | 12 | 16 | 16 | 16 | 16 | ||||||
| Пределы чисел оборотов шпинделя в мин. |
140-1380 | 60-1500 | 48-1160 | 133-1730 | 19-1200 | 20-950 | 13-602 | 7-477 | ||||||
| Пределы продольных подач в мм/об |
0,06-0,25 | 0,015-0,22 | 0,06-0,56 | 0,056-0,179 | 0,067-0,525 | 0,063-0,648 | 0,057-0,843 | 0,057-0,826 | ||||||
| Пределы поперечных подач в мм/об |
0,06-0,25 | 0,061-0,62 | 0,04-0,56 | - | - | 0,046-0,475 | 0,047-0,697 | 0,043-0,623 | ||||||
У некоторых станков (модель 1336) в револьверной головке предусматривается два больших круглых отверстия диаметром d и одно продолговатое отверстие размером l (фиг. 8), предназначаемые для закрепления державок с хвостовиками большого диаметра.
Как видно из фиг. 8, револьверная головка имеет три рядом расположенных отверстия 1, 2, 3 одинакового диаметра (d2 = 30 мм). Такое расположение отверстий дает возможность вести обработку одновременно двумя резцами, установленными так, чтобы между ними оставалось свободное отверстие для пропуска детали большого диаметра (фиг. 9). Этим силы резания частично уравновешиваются, что позволяет снимать стружку большого сечения с длинных нежестких деталей.
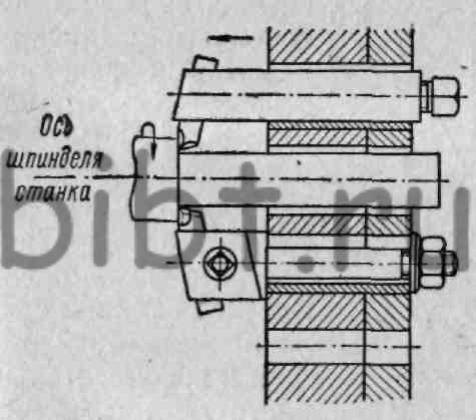
Имеющееся на револьверной головке продолговатое отверстие размером l (фиг. 8) предназначается для того, чтобы при поперечной обточке или отрезке длинных деталей иметь возможность пропустить их через это отверстие (фиг. 10). При поперечной обработке деталей небольшого диаметра для этой цели могут быть использованы и большие круглые отверстия.
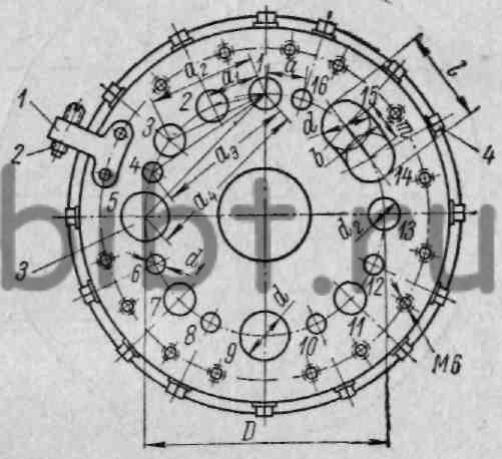
Фиг. 8. Расположение отверстий в револьверной головке для установки инструмента на станке модели 1336:
1— стойка; 2— поперечный упор; 3— отверстия для инструментов; 4 — болты для закрепления инструментов.
Фиг. 9. Одновременная обработка детали двумя резцами.
Фиг. 10. Схема отрезки длинных деталей.
В случае необходимости продолговатое отверстие может быть превращено с помощью переходных втулок в круглое диаметром d.
Головки небольших моделей станков (1325) продолговатым отверстием не снабжаются, а отверстия диаметром 15 и 30 мм чередуются (фиг. 11).
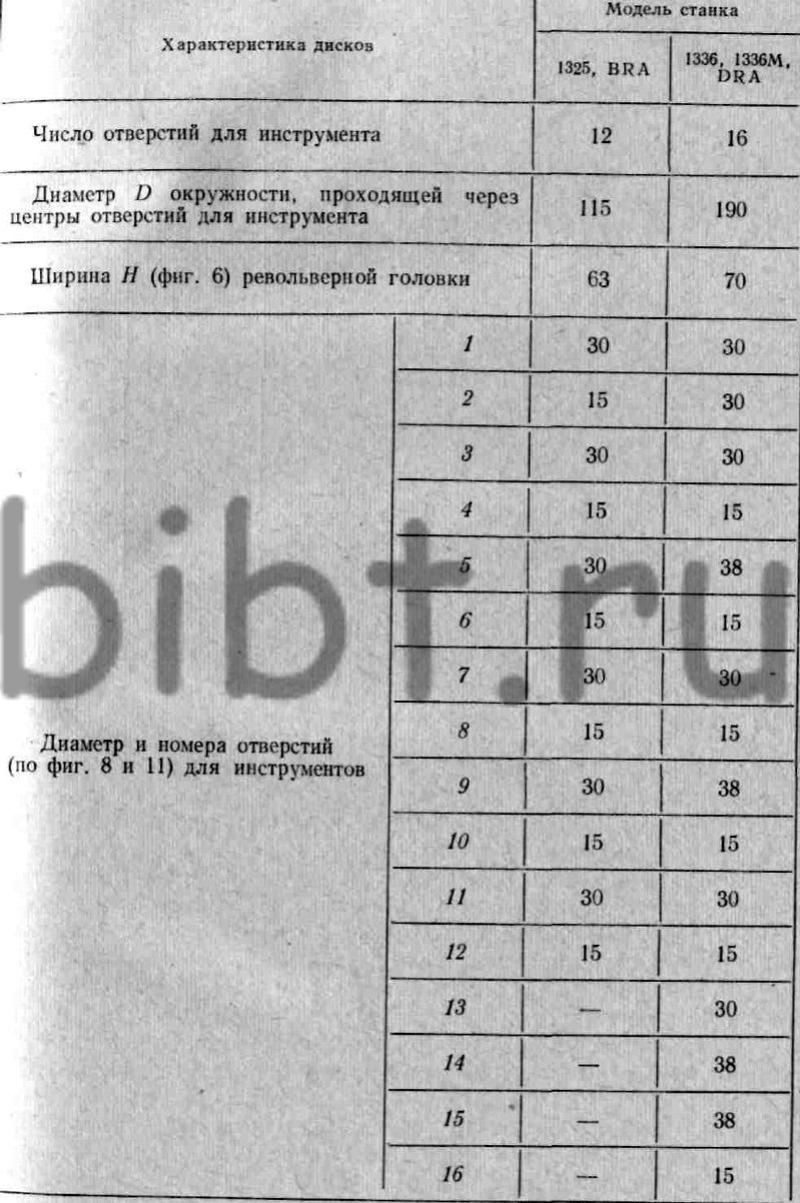
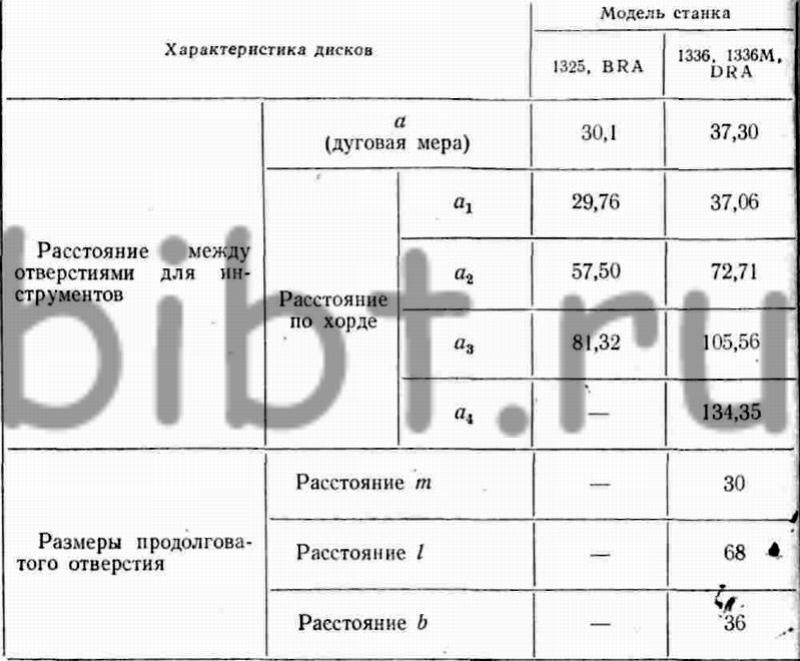
Размеры револьверных головок и отверстий для установки в них инструментов (фиг. 8 и И) приведены в табл. 2.
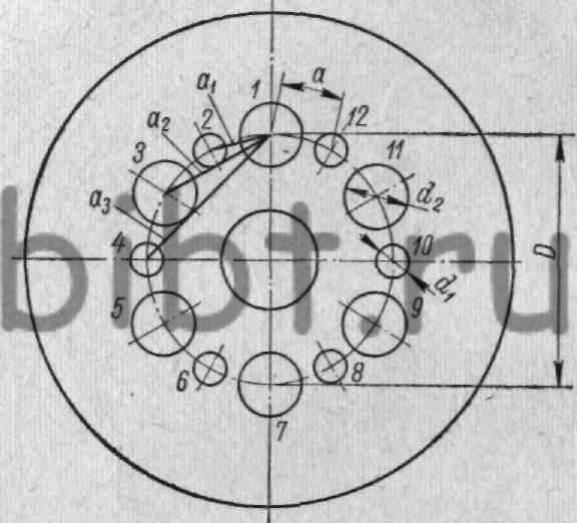
Фиг. 11. Расположение отверстий для установки инструментов в револьверной головке станка модели 1325.
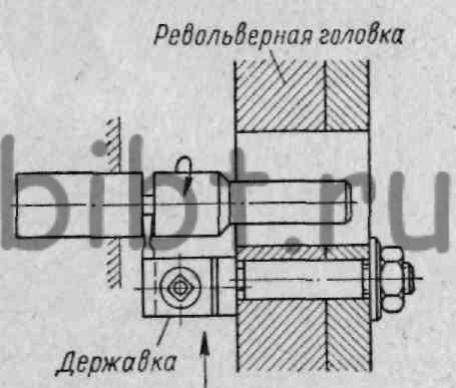
Фиг. 12. Державка с направляющими роликами.
При обработке длинных деталей небольшого диаметра с помощью односторонне расположенного резца применяют державки с направляющими роликами (фиг. 12). Это устраняет прогиб обрабатываемой детали под действием силы резания.
Револьверные станки типа 1336 могут снабжаться сменными головками (дисками), в которых заполнение отверстий инструментами может быть произведено заранее (фиг. 5).
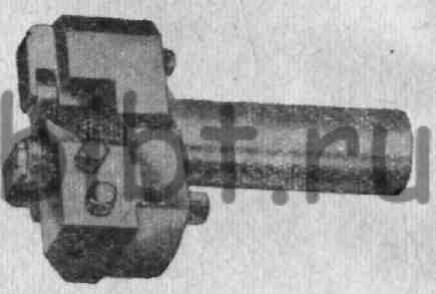
В таких случаях револьверная головка снимается с диска зубчатого венца целиком с установленным в ней режущим и вспомогательным инструментом. Револьверная головка может быть составленной из двух частей (фиг. 13). В этом случае основная часть 1 револьверной головки все время находится на станке, а вспомогательная часть 2, в которой установлен инструмент для обработки определенной группы деталей, является съемной.
Фиг. 13. Составная револьверная головка
Таблица 2 Основные размеры (в мм) дисков револьверных головок с горизонтальной осью вращения (по фиг. 8, 11)
Продолжение табл. 2
Съемные головки целесообразно применять в тех случаях, когда время перестройки станка больше времени, необходимого для смены револьверной головки.
После установки сменной револьверной головки на станке требуется лишь окончательная размерная настройка инструмента. Выдерживание размеров по длине обеспечивается продольным центральными и боковыми упорами и лимбом продольной подачи суппорта револьверной головки.
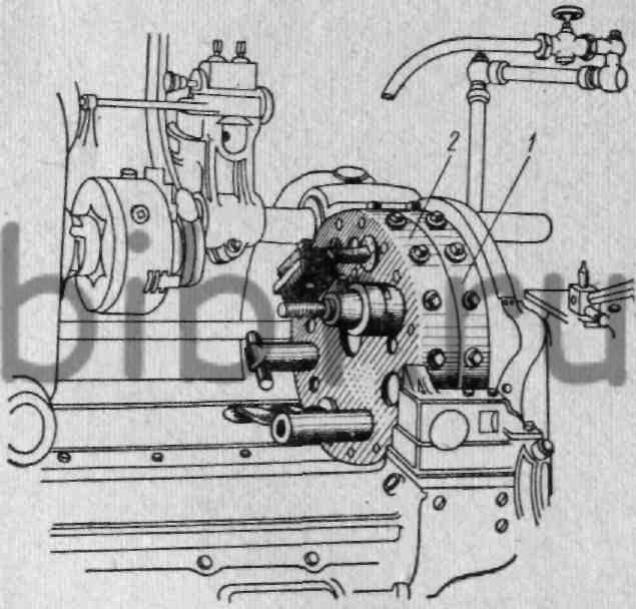
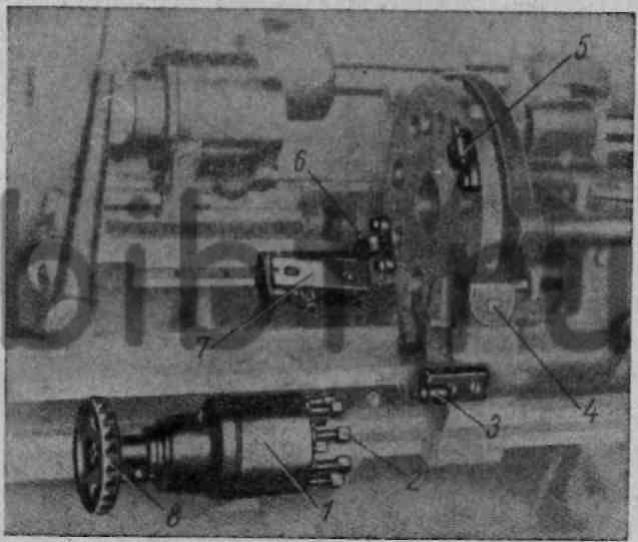
Автоматическое выключение продольной подачи суппорта осуществляется центральными упорами, закрепленными на барабане 1 (фиг. 2). В конце рабочего хода револьверной головки упор 2, находящийся в нижнем положении, нажимает на рычажок 3, который посредством рычага 5 и тяги 4 смещает опору падающего червяка и производит выключение продольной подачи.
Центральные упоры, расположенные на барабане, не обеспечивают точности продольных размеров у детали, так как их работа связана с системой рычагов.
При обработке деталей с уступами, у которых торцовые плоскости должны иметь точное продольное расположение, применяется продольный боковой барабан 1 с упорами 2 (фиг. 14).
Палец 3, прикрепляемый к револьверным салазкам, при соприкосновении с упорами барабана ограничивает продольное перемещение револьверной головки с инструментами. Переключение упоров 2 производится вращением маховичка 8.
Продольный боковой барабан с упорами применяется при подаче револьверной головки вручную. Использование автоматической подачи с последующим переключением на ручную можно производить при обработке сравнительно длинных деталей.
Фиг. 14. Расположение продольного бокового барабана с упорами.
Следует отметить, что точность ручной продольной подачи с использованием бокового упора связана с усилием, прилагаемым рабочим. Такая подача не всегда может обеспечить одну и ту же степень нажатия на упор, что приводит к получению различных линейных размеров.
Для ограничения кругового движения револьверной головки, т. е. выключения поперечной (круговой) ручной или автоматической подачи, пользуются поперечными упорами 5, которые расположены на торцовой наружной плоскости револьверной головки. Круговое движение головки и, следовательно, врезание инструмента в деталь прекращается при соприкосновении поперечных упоров с поворотным упорным многопозиционным диском или с упорным стержнем 4.
Диаметральные размеры могут быть обеспечены не только за счет работы по поперечным упорам, но и за счет установки инструментов (резцов) на данный размер с зафиксированной револьверной головкой, а также за счет работы по лимбу поперечной подачи револьверной головки при выключенном фиксаторе.
Наибольшая точность диаметральных размеров получается установкой резца на размер при зафиксированной револьверной головке. В этом случае на небольших длинах может быть получен класс точности 2а. При работе по лимбу поперечной подачи револьверной головки, а также при работе по поперечным упорам можно обрабатывать детали по 3-му классу точности.
Державки, которые в процессе резания не испытывают значительных усилий, закрепляются в отверстиях револьверной головки болтами, расположенными на ее наружной поверхности (фиг. 8).
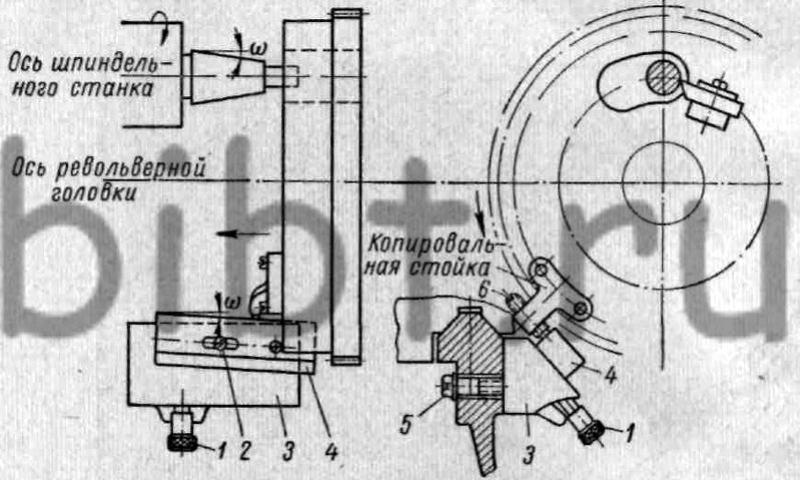
Фиг. 15. Копировальная стойка и линейка для продольного конусного копирования.
Державки, вызывающие сравнительно большие силы резания, закрепляются дополнительно при помощи гаек, навинчиваемых с обратной стороны револьверной головки (фиг. 5).
Для закрепления специальных державок, роликодержателей, стоек для поперечных упоров или копировальных стоек на торцовой плоскости револьверной головки дополнительно предусмотрены 12 или 16 отверстий с резьбой М6 (фиг. 8).
Копировальная стойка (фиг. 15) связана с копировальной линейкой для продольного копирования 4, которая устанавливается на угол со, соответствующий конусности обрабатываемой детали, при помощи винта 1.
Фасонная или прямая копирные линейки в установленном положении прикрепляются винтом 2 к колодке 5, которая привертывается к внутренней стороне задней стенки станины болтами 5. По направляющей поверхности линейки 4 скользит ролик или; упор 6, закрепленный в копировальной стойке.
При работе по копиру револьверная головка во время продольного ее перемещения прижимается роликом или упором к копировальной линейке 4.
Таким образом, продольная обточка фасонной поверхности или конусов производится путем одновременного продольного перемещения и вращения револьверной головки. При указанной обработке включают механизм продольной подачи и, вращая вручную револьверную головку, прижимают упор 6 к копировальной линейке 7 (фиг. 14). По мере продольного перемещения револьверного суппорта револьверная головка поворачивается под действием копировальной линейки. В некоторых станках для автоматического принудительного продольного копирования применяют специальное приспособление, где прижатие упора к копировальной линейке производится с помощью пружины. Для ограничения продольного перемещения револьверной головки при работе с копиром вручную или автоматически пользуются боковым или центральным барабаном продольных упоров.

Фиг. 16. Копирная поперечная линейка для обработки торцовых поверхностей.
При копирной обработке фасонных торцовых или прямых поверхностей применяется копирная поперечная линейка 1 (фиг. 16), которая расположена на внутренней стороне станины, как и при продольном копировании. Однако в этом случае упор заменяется роликом 2, который скользит по направляющей поверхности линейки. Круговое поперечное движение револьверной головки ограничивается упорным болтом 3, закрепляемым в поперечной стойке 4.
При поперечном обтачивании, производимом вручную или механизмом поперечной подачи, червяк продольной подачи выключают.
Прижимая ролик к копирной линейке, револьверную головку перемещают по мере скольжения ролика по наклонной направляющей поверхности линейки.
Для копирной обработки конических поверхностей при продольной и поперечной подачах можно применять универсальную копирную линейку.
В отличие от обычных копировальных линеек универсальная линейка имеет шкалу с делениями, что позволяет изменять углы.