| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
15. Резьбонарезные головки с круглыми гребенками
Резьбонарезные самооткрывающиеся головки с круглыми гребенками (фиг. 71) получили широкое распространение в приборостроении при нарезании наружных цилиндрических резьб на револьверных станках и автоматах. Они обеспечивают высокую производительность и точность нарезаемой резьбы по 2-му классу.
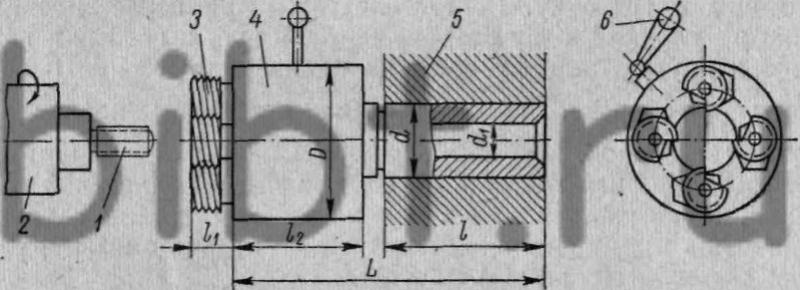
Фиг. 71. Невращающаяся резьбонарезная головка:
1 — деталь; 2 — шпиндель станка; 3 — резьбовые гребенки; 4 — резьбонарезная головка; 5 — револьверная головка станка; 6 — рукоятка для закрывания головки.
Наибольшее применение в резьбонарезных головках получили круглые резьбовые гребенки, так как по сравнению с плоскими они более просты в изготовлении и допускают большее количество переточек.
Кроме того, по сравнению с плоскими плашками, круглые гребенки значительно улучшают условия отвода стружки.
Четыре круглые гребенки, на поверхности которых прорезаны кольцевые витки, устанавливаются в резьбонарезной головке с углом подъема резьбы со на равном расстоянии друг от друга (фиг. 72). Витки каждой гребенки должны быть смещены в осевом направлении относительно витков другой гребенки на 1/4 шага.
Входящие в комплект гребенки, каждая из которых клеймится своим номером, занимают всегда определенное место в резьбонарезной головке.
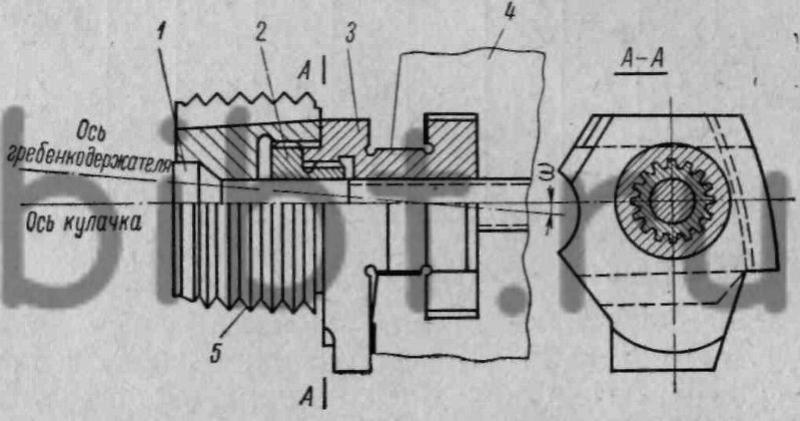
Фиг. 72. Расположение кулачков и гребенок в резьбонарезной головке.
Круглые гребенки 5, устанавливаются в головке на специальных кулачках 3 посредством звездочек 2 и закрепляются на них винтами 1. Кулачки с насаженными на них гребенками вставляются в пазы гребенкодержателя 4. Одна сторона звездочки, имеющая большее число зубьев г, вставляется в гребенку, а другая сторона, с меньшим числом зубьев z1, входит в кулачок. Число зубьев, входящих в кулачок, на один меньше числа зубьев, входящих в гребенку. Вследствие этого при перестановке звездочки в кулачке в одну сторону на один зуб, а гребенки на звездочке в другую сторону тоже на один зуб, гребенка поворачивается — оборота. Такой поворот необходим после перетачивания гребенок.
Резьбонарезная головка, укрепленная в револьверной головке станка, перемещается вдоль оси нарезаемой детали самозатягиванием или принудительно от механизма подачи с шагом, равным шагу нарезаемой резьбы.
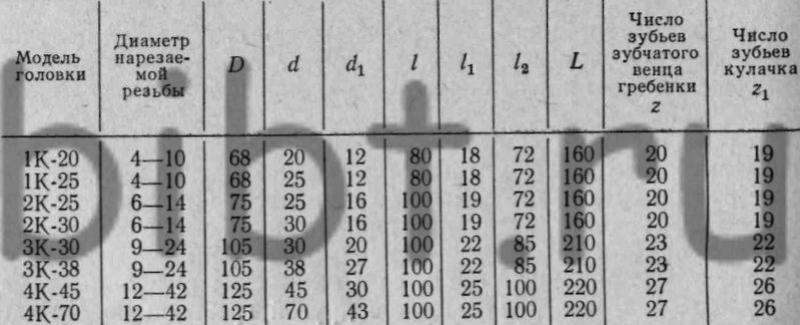
Таблица 28 Основные размеры (в мм) неврашдющихся резьбонарезных головок (по фиг. 71)
В процессе нарезания резьбы, когда поступательное перемещение револьверной головки прекратится, нарезание резьбы будет еще некоторое время продолжаться, и гребенкодержатель будет перемещаться до тех пор, пока кулачки под действием пружины не начнут раздвигаться, и головка раскроется.
Раскрытие головки происходит автоматически, после того как прекращается подача. Закрытие головки производится вручную посредством специальной рукоятки или от упора при отводе револьверной головки в исходное положение.
Основные размеры невращающихся резьбонарезных головок, показанных на фиг. 71 приведены в табл. 28.
При выборе размеров гребенок и кулачков необходимо стремиться к тому, чтобы количество типоразмеров их было наименьшим. Гребенки заданного шага, предназначенные для определенного размера головок, делают для всех резьб одинаковыми. В отдельных случаях приходится гребенки одного и того же шага делать двух разных диаметров. Это происходит в том случае, когда в большом диапазоне диаметров изготовляют резьбы с одним и тем же шагом.
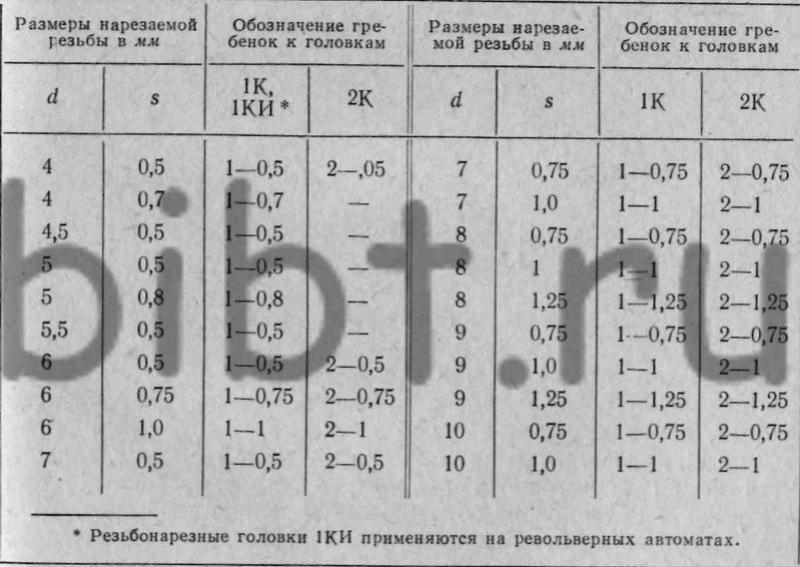
В табл. 29 приведены основные характеристики гребенок для нарезания резьбы.
Таблица 29 Основные характеристики гребенок для нарезания резьбы (по ГОСТ 3307—54)