| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
ГЛАВА VI
ВСПОМОГАТЕЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ НАКАТНЫХ РОЛИКОВ
16. Ролики для накатывания
Рекомендуемые размеры шагов прямой и перекрестной накатки.
На револьверных станках и автоматах часто производится накатывание цилиндрических деталей с помощью роликов для получения мелких зубчатых поверхностей. Накатывание может быть прямое, угловое, перекрестное и полукруглое. Детали и инструмент для накатывания показаны на фиг. 73.

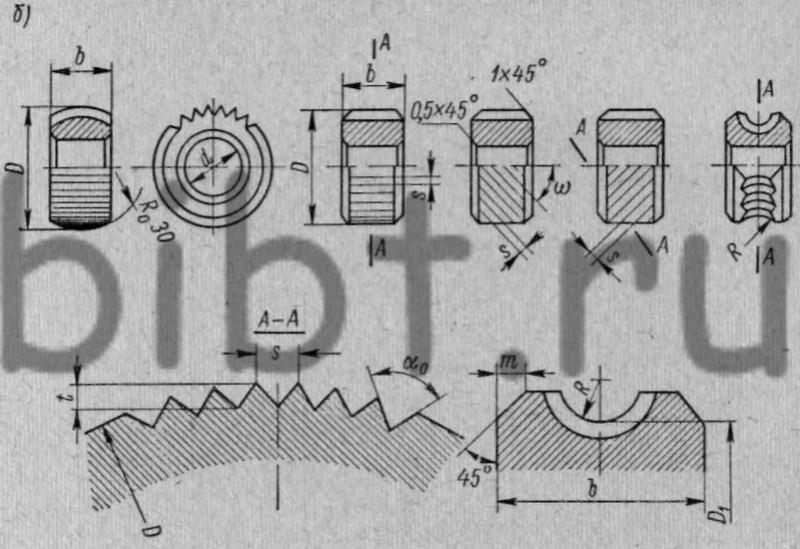
Фиг. 73. Детали (а) и инструмент (б) для накатывания.
Прямое и угловое накатывание производится одним накатным роликом, а перекрестное — двумя роликами с противоположным направлением накатки, закрепленными в одной державке.
Детали, подвергаемые прямой и перекрестной накатке, должны иметь фаски достаточного размера, чтобы вытесненный при накатывании материал не образовывал на торце заусенцев. Диаметр детали при накатывании увеличивается приблизительно на 0,25—0,5 шага накатки s.
Шаг накатки для рифления берется в зависимости от диаметра, свойств материала и длины накатываемой поверхности. Для более твердых материалов и для больших диаметров детали выбирается более крупный шаг.
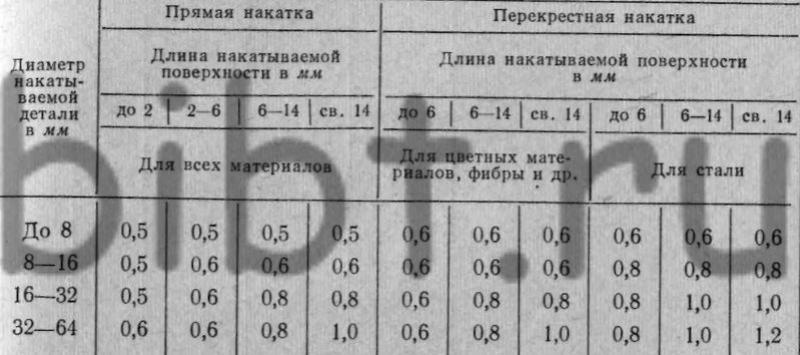
Рекомендуемые шаги прямой и перекрестной накаток приведены в табл. 30.
Таблица 30 Рекомендуемые размеры шагов прямой и перекрестной накатки
Угол наклона рифления ω (фиг. 73, б) для твердого материала 30°, а для более мягкого 45°.
Ролики для полукруглой накатки имеют полукруглую канавку радиусом R, на которой выполняется нарезка. Для того чтобы материал детали при накатывании не вытеснялся на край закругления, этот радиус должен быть больше радиуса закругления r детали на 0,3—0,5 шага накатки.
Радиус закругления R на ролике можно определить по формуле
R = r + 0,5t. Высоту нарезки t можно определить следующим образом:
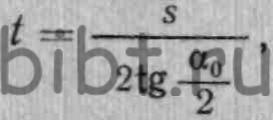
где s — шаг нарезки;
α0— угол профиля нарезки.
Недостаток полукруглых накаток состоит в том, что они сравнительно сложны в изготовлении.
Диаметр накатных роликов D обычно принимается равным 15—20 мм, а ширина b = 4—9 мм. Угол профиля нарезки принимается в зависимости от обрабатываемого материала в пределах 60—85°.
Накатывание может быть выполнено при продольной или поперечной подаче. При работе с продольной подачей ролик должен иметь выпуклую поверхность радиусом R0 = 30 мм. Работа с поперечной подачей обычно применяется для накатывания деталей шириной до 8 мм, причем ширина накатного ролика должна быть на 3 мм больше ширины накатываемой поверхности детали.
Продольные подачи рекомендуются в пределах 1—2 мм/об в зависимости от обрабатываемого материала и размеров детали. Рекомендуемые скорости накатывания 10—90 м/мин и выбираются в зависимости от характера обрабатываемого материала. Диаметр детали под накатку обычно выдерживается по 7-му классу точности .
Накатывание следует производить до чистовой обработки других поверхностей детали, так как при накатывании возникают большие силы, которые могут оказать влияние на размеры окончательно обработанных поверхностей.
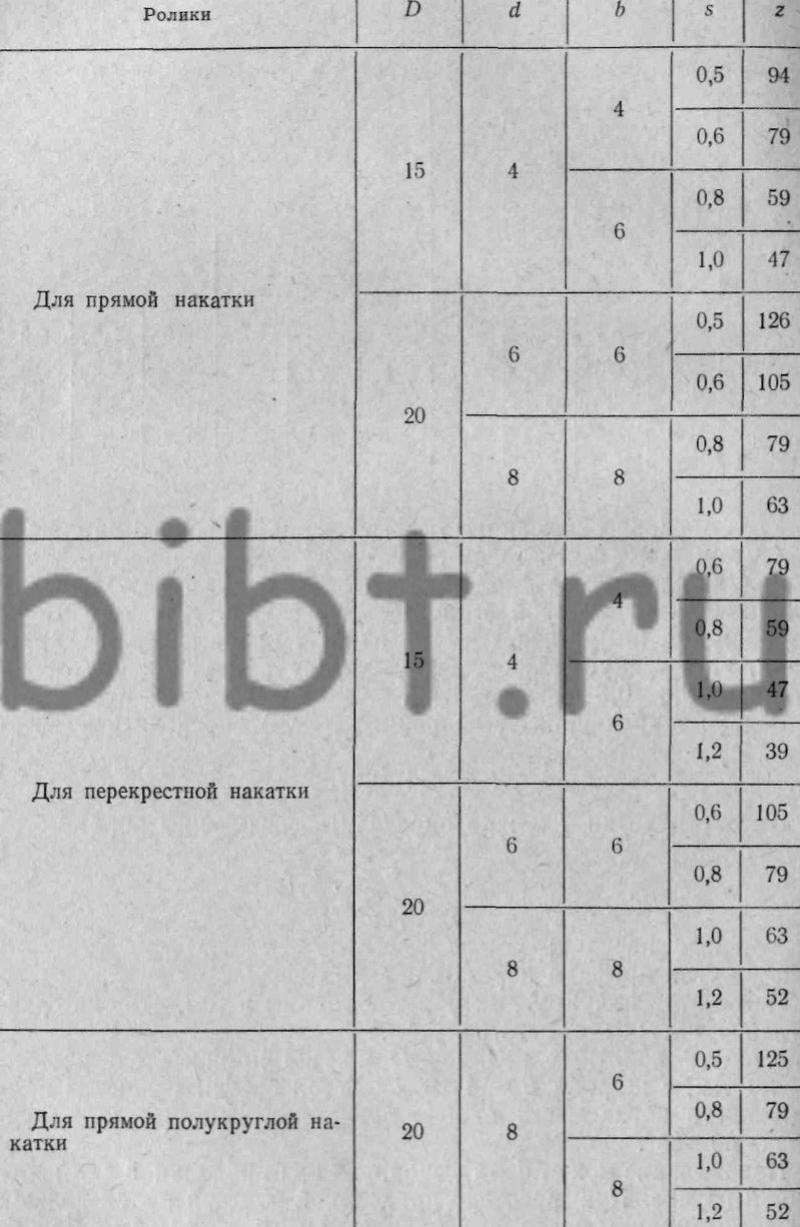
Основные размеры роликов для прямой, угловой и полукруглой накатки, показанных на фиг. 73, б, приведены в табл. 31.
Таблица 31 Основные размеры (в мм) роликов для накатки (по фиг. 73, б)