
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
22. Разработка технологического процесса и настройка станка при групповом методе обработки
Правильное построение технологического процесса обработки деталей на револьверных станках в значительной степени зависит от типа производства: мелкосерийного, серийного или массового.
Эффективность технологического процесса в ряде случаев, особенно при обработке деталей малых габаритов на револьверных станках, характеризуется не только штучным, но и подготовительно-заключительным временем. Это заставляет производить разработку таких методов использования револьверных станков, при которых время перестройки станков значительно сокращается.
Основным фактором, лимитирующим обработку деталей небольших и особенно редко повторяющихся партий на револьверных станках, является время, затрачиваемое на перестройку станка.
Для того чтобы уменьшить затраты на перестройку револьверного станка при мелкосерийном и серийном производстве, необходимо переходить от разработки индивидуальных технологических процессов на отдельные детали к созданию процессов на группы деталей, т. е. использовать групповой метод обработки.
В этом случае станок настраивается не на одну, а на группу однородных деталей. Таким образом тип производства приближается к серийному и крупносерийному. Это позволяет в условиях мелко-серийного производства применять методы крупносерийного и массового производства и, следовательно, значительно повысить производительность труда, лучше использовать револьверные станки и уменьшить стоимость обработки деталей.
Групповые настройки значительно упрощают работу по перестройке станков. В этом случае изготовление новой детали не требует полной перенастройки станка, а ведется в основном только за счет поднастройки упоров.
При распределении деталей по группам учитываются их габариты и конфигурация, общность поверхностей, подлежащих обработке, чистота и точность обрабатываемых поверхностей, а также однородность заготовок. Технологический процесс обработки деталей разрабатывается таким образом, чтобы любая деталь данной группы могла быть изготовлена на базе групповой настройки станка с минимальной его перенастройкой. При этом за основу берется наиболее сложная характерная деталь данной группы, состоящая из ряда элементарных наружных и внутренних поверхностей: цилиндрических и конических, канавок, фасок, резьбы и других элементов. Такая деталь, содержащая все конструктивные и технологические элементы, присущие данной группе, называется комплексной деталью.
Технологический
процесс и настройка станка на изготовление комплексной детали
применимы, с небольшими дополнительными подналадками, при
изготовлении любой другой детали данной группы. Для этого достаточно
заменить или изъять некоторые инструменты, применяемые при обработке
комплексной детали, а также подрегулировать продольные и поперечные
упоры. В этом случае перестройка револьверного станка сводится к
простой его подналадке. Замена инструмента касается преимущественно
сверл, разверток, метчиков, т. е. мерного инструмента.
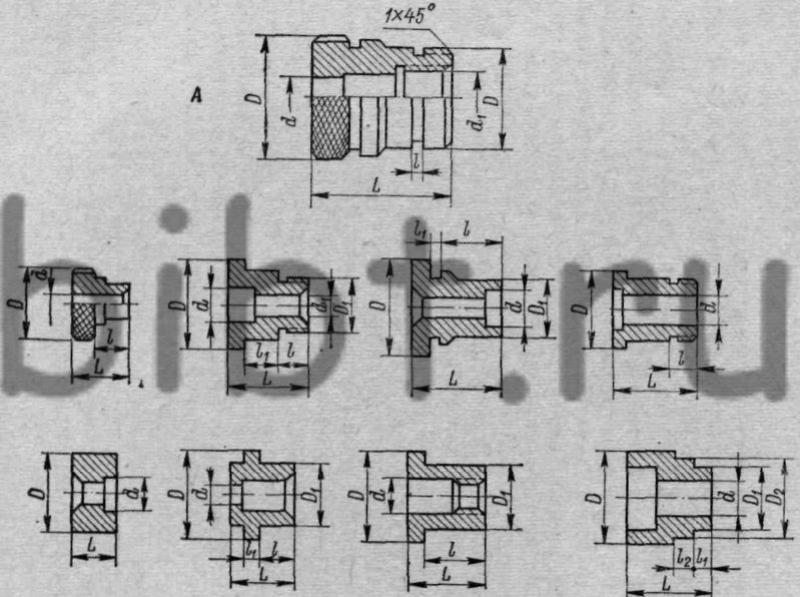
Фиг. 87. Группа деталей, обрабатываемых на револьверном станке с применением общей наладки.
На фиг. 87 показаны различные детали, образующие в совокупности группу. Комплексной деталью в этой группе служит деталь А, так как она является наиболее сложной и содержит все элементы, присущие этой группе. Каждая деталь в группе имеет часть поверхностей комплексной детали А. Для того чтобы на револьверном станке, настроенном на обработку комплексной детали А, обработать другую деталь этой группы, необходимо пропустить некоторые установленные в револьверной головке инструменты. Кроме того, приходится учитывать различие линейных и диаметральных размеров детали, что вызывает необходимость регулирования упоров.
Для более рационального использования группового метода обработки деталей, наряду с применением нормального и специального режущего и вспомогательного инструмента, следует применять универсальные приспособления и различные устройства, обеспечивающие высокую производительность и позволяющие быстро заменять режущий инструмент при переналадках станка для обработки других деталей.
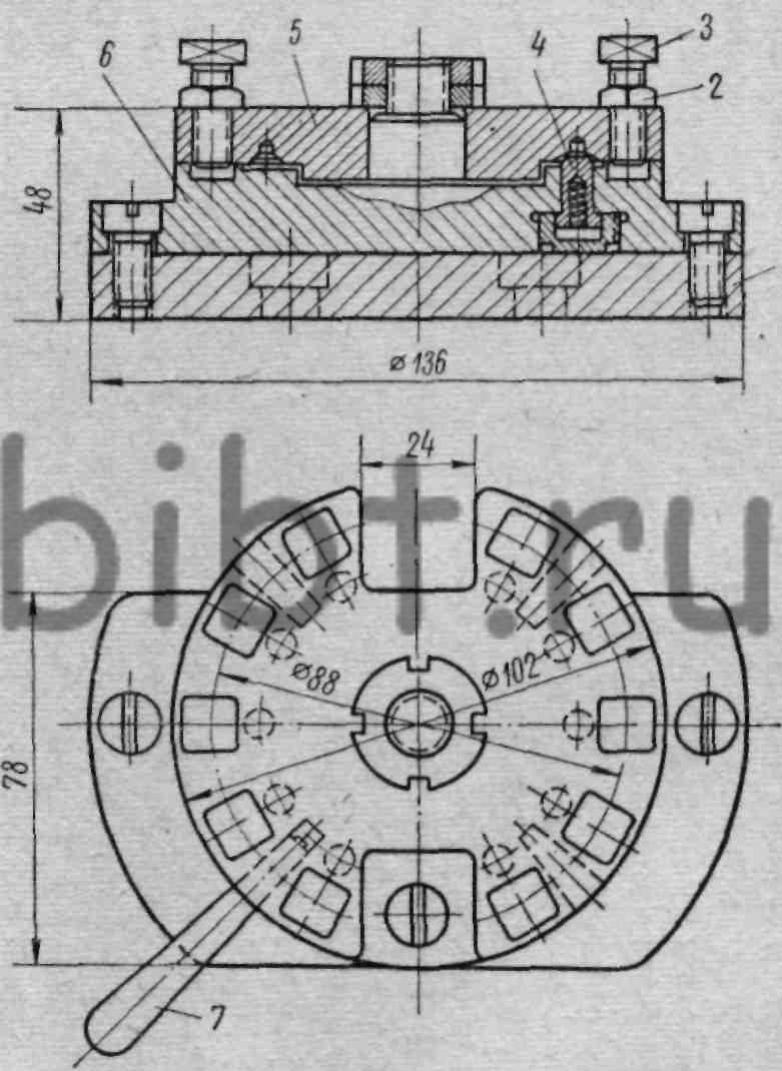
Фиг. 88. Многопозиционный поперечный упор.
При групповом методе обработки на револьверных станках с горизонтальной осью вращения головки особое значение имеет применение радиального многопозиционного поперечного упора, который позволяет, в отличие от обычных поперечных упоров, вести обработку детали по разным диаметрам одним резцом (фиг. 88).
Многопозиционный упор закрепляется на площадке направляющих салазок револьверной головки станка при помощи колодки 1 и винтов. Поворотный диск 5, на котором располагаются обычно десять регулируемых упоров 3, фиксируемых в рабочем положении по высоте гайками 2, занимает определенное положение с помощью пружинящего фиксатора 4, устанавливаемого в неподвижном основании 6. Поворот диска 5 производится рукояткой 7, которая может вставляться в любое из четырех отверстий, имеющихся на поворотном диске. Каждый из регулируемых упоров, в соответствии с настройкой, последовательно подводится круговым движением под револьверную головку.
Поворотный диск снабжается двумя вырезами, которые располагаются в диаметрально противоположных местах. Такие вырезы дают возможность при некотором положении поворотного диска беспрепятственно пропускать упор, установленный на револьверной головке. Применение многопозиционного поворотного упора упрощает наладку станка и повышает его производительность.