
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
21. Пример построения плана обработки детали на револьверном станке с горизонтальной осью вращения головки
Произведем
настройку револьверного станка для обработки детали серийного
производства, показанной на фиг. 85.
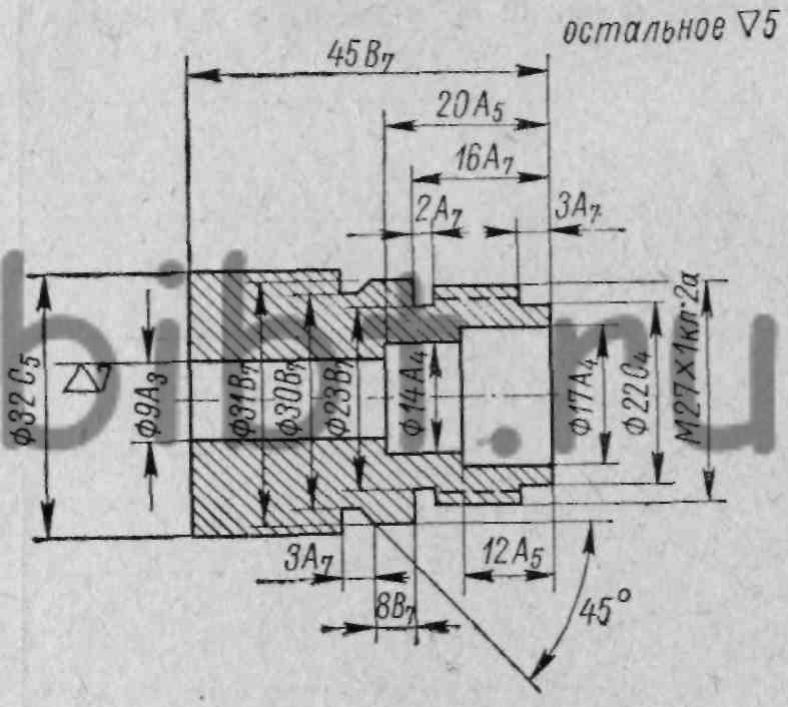
Фиг. 85. Деталь, обрабатываемая на револьверном станке.
Учитывая размеры и характер производства, целесообразно обработку данной детали из стали 20 вести на револьверном станке типа 1336. В револьверной головке этого станка имеются 16 отверстий диаметром 15, 30 и 38 мм для инструментов, расположенных по окружности диаметром 190 мм (табл. 1, 2).
В качестве заготовки выбираем пруток 35 X 1000 мм, который пропускается через шпиндель станка и закрепляется с помощью цанги.
Для построения плана обработки составим последовательный рациональный порядок обработки детали по переходам.
1. Подать материал до упора.
2. Центровать деталь.
3. Обточить цилиндрическую поверхность Ø 32 мм на длину l=48 мм.
4. Обточить цилиндрическую поверхность Ø 27 мм на длину l = 17 мм под резьбу.
5. Сверлить отверстие Ø 9 мм на глубину l = 50 мм.
6. Обточить цилиндрическую поверхность Ø 22 мм на длину l = 4 мм.
7. Подрезать торец на размер 3 мм.
8. Зенкеровать отверстие Ø 14 и 17 мм.
9. Обработать фасонный профиль Ø 31, 30 и 23 мм с канавками l = 3 и 2 мм.
10. Развернуть отверстие Ø 9 мм на длину l = 46 мм.
11. Нарезать резьбу М27 X 1.
12. Отрезать деталь на размер 45 мм.
План обработки рассматриваемой детали показан на фиг. 86.
Построение плана обработки в этом случае целесообразно начать с инструмента, устанавливаемого в отверстии 1. В соответствии с технологической схемой обработки детали по переходам это дает возможность использовать отверстие 16, которое расположено рядом с продолговатым отверстием для закрепления державки с отрезным резцом. Продолговатое отверстие, полученное в результате соединения отверстий 14 и 15, обеспечивает при отрезании свободное прохождение детали.
Первый переход — подача материала до упорного стержня. Обрабатываемый материал (пруток) выдвигается из шпинделя до упора на расстояние, соответствующее длине детали с учетом последующей отрезки и дополнительного вылета прутка после отрезки. В рассматриваемом случае общая длина вылета прутка до упорного стержня составит 55 мм.
В соответствии с планом обработки упорный стержень закреплен в отверстии 1 револьверной головки. Подача упорного стержня производится с зафиксированной револьверной головкой и использованием продольного бокового упора. Применение продольного бокового упора дает возможность осуществить ручное продольное перемещение револьверной головки.
Второй переход — центровка детали — производится коротким сверлом Ø 20 мм с углом в плане φ = 40—45°. Это обеспечивает хорошее направление сверла при последующем сверлении отверстия.
Центровка детали выполняется одновременно с третьим и четвертым переходами, т. е. с обработкой Ø 32 и 27 мм. Следовательно, центровочное сверло закрепляется в отверстии 3, а резцы — в отверстиях 2 и 4.
Одновременная обработка двух диаметров и центровка дает возможность повысить производительность и более рационально использовать станок. Эта обработка ведется с зафиксированной револьверной головкой и использованием продольного упора центрального барабана.
Центровочное сверло закрепляется в отверстии 3 револьверной головки с помощью концентричной переходной втулки.
Диаметр 32 мм обрабатывается с помощью проходного резца, устанавливаемого в державке под углом. Этим создаются хорошие условия обработки и лучшее распределение сил резания. Крепежная часть державки, имеющая хвостовик Ø 15 мм, закрепляется в отверстии 2 револьверной головки с помощью переходной втулки.
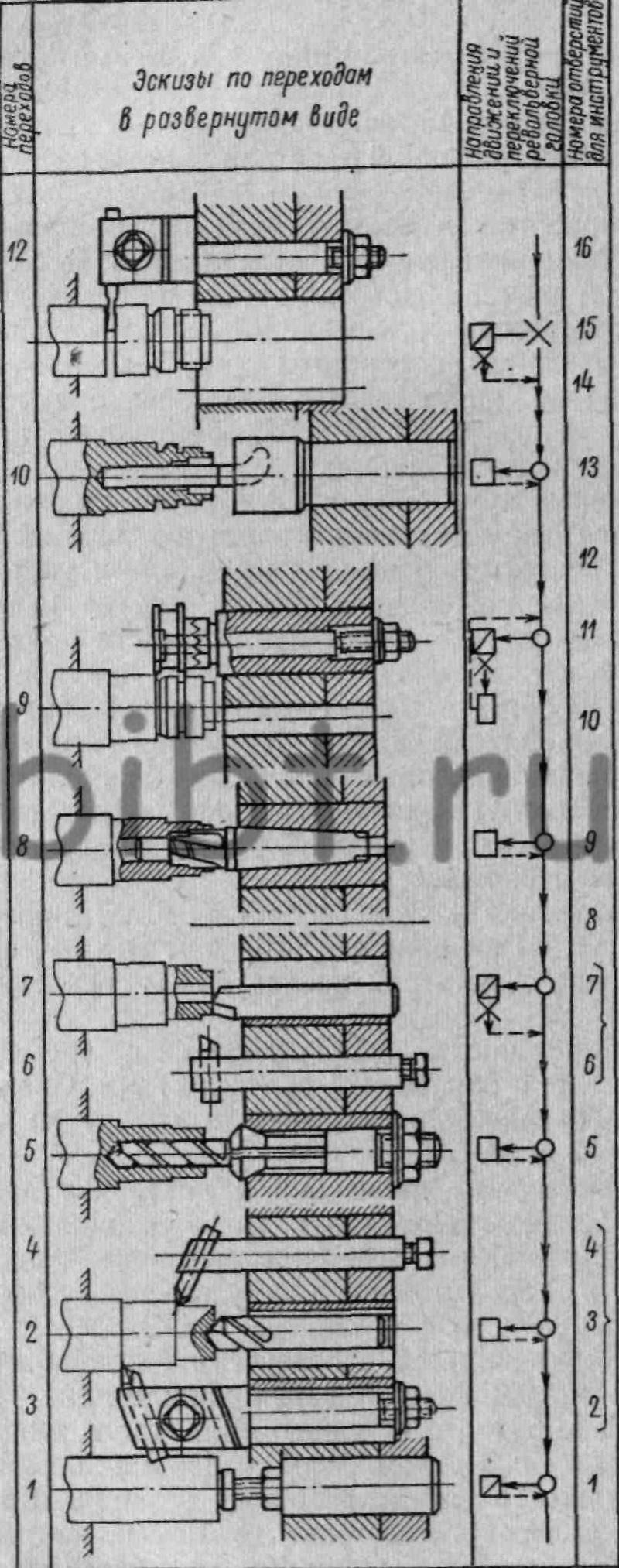
Фиг. 86. Эскизы по переходам в развернутом виде (развертка револьверной головки).
Диаметр 27 мм обрабатывается проходным резцом, закрепляемым в державке также под углом. Державка своим хвостовиком Ø 15 мм закрепляется в отверстии 4 револьверной головки.
Пятый переход — сверление отверстия — производится спиральным сверлом, закрепленным в зажимной цанге. В этом случае закрепление сверла производится перемещением цанги в продольном направлении по конусу втулки, вследствие чего, в момент затяжки цанги сверло несколько выталкивается. Учитывая, что обеспечение точных продольных размеров спиральным сверлом в данном случае необязательно, применение таких зажимных цанг вполне допускается. Подача спирального сверла, закрепляемого в отверстии 5, ведется с зафиксированной револьверной головкой при использовании продольного упора центрального барабана.
Шестой переход — обточка Ø 22 мм — совмещается с седьмым переходом — подрезкой торца на длину l = 4 мм. Для обточки Ø 22 мм применяется упорный резец квадратного сечения, закрепляемый в державке. Державка с помощью хвостовика Ø 15 мм закрепляется в отверстии 6. Продольная подача резца ведется с зафиксированной револьверной головкой и использованием продольного упора бокового барабана. Обработка торцовой части производится резцом, закрепляемым в эксцентричной втулке.
При подрезании торца фиксатор револьверной головки выключается, и обработка ведется при повороте револьверной головки.
Восьмой переход — зенкерование отверстий Ø 14 и 17 мм производится комбинированным упорным зенкером ( А. И. Шепсенвол, Режущий инструмент в приборостроении, Оборонгиз, 1954. ) закрепляемым в отверстии 9 револьверной головки.
Девятый переход — обработка фасонного профиля, т. е. Ø 31 мм и двух канавок производится круглым радиальным фасонным резцом, закрепленным в державке. Державка с помощью хвостовика Ø 30 мм закрепляется в отверстии 11 револьверной головки. Корпус державки расположен эксцентрично по отношению к оси резца, вследствие чего отпадает необходимость в применении эксцентричных переходных втулок.
Продольное перемещение резца ведется с зафиксированной револьверной головкой и использованием продольного бокового упора. При обработке фасонной поверхности, т. е. при радиальной подаче резца фиксатор револьверной головки выключается, и обработка ведется при повороте револьверной головки с использованием поперечного упора.
Десятый переход — развертывание отверстия — производится разверткой, закрепляемой в качающейся державке. Получение отверстий 3-го класса точности при помощи разверток не вызывает затруднений при обработке на револьверных станках. Державка с помощью хвостовика Ø 30 мм закрепляется в отверстии 13 револьверной головки. Подача развертки ведется с зафиксированной револьверной головкой и использованием продольного упора центрального барабана.
Одиннадцатый переход — нарезание резьбы — производится круглой гребенкой по копиру при помощи копировального приспособления — приклона. Для нарезания резьбы М27 целесообразно применять однозубые гребенки с дополнительной режущей кромкой, обрабатывающей наружный диаметр резьбы.
При нарезании резьбы гребенка получает перемещение вдоль оси обрабатываемой детали, соответствующее шагу резьбового копира. Нарезание резьбы производится за 6 проходов (Глубина резания однозубной гребенкой t ~ 0,1 —0,15 мм.).
Нарезание резьбы по копиру с помощью приклона в развертке револьверной головки не учитывается.
Двенадцатый переход — отрезка детали — производится отрезным пластинчатым резцом, закрепляемым в специальной державке. Державка с помощью хвостовика Ø 15 мм закрепляется в отверстии 16.
Продолговатое отверстие, расположенное рядом с отверстием 16, дает возможность при отрезании провести через него пруток.
Подвод инструмента производится при выключенном фиксаторе револьверной головки с использованием продольного бокового упора. Отрезка выполняется поворотом револьверной головки.