
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>§ 54. Монтаж продольно-строгальных станков, поступающих в разобранном виде
В продольно-строгальных станках, где массы реверсируемых узлов значительно больше, процесс реверсирования более длительный и возникающие силы инерции значительно больше.
Поэтому продольно-строгальные станки устанавливают на индивидуальных фундаментах, размеры которых определяются, как правило, не действующими в станке динамическими нагрузками, а жесткостью системы станина — фундамент, назначаемой из условий предотвращения чрезмерных деформаций от неравномерного проседания фундамента.
Нарушение точности установки станка может быть вызвано не только значительными силами, действующими по подошве станины, но и импульсными возмущениями (действующими в станке при пуске двигателя, при врезании и выходе инструмента и т.п.), вызывающими односторонние смещения (сбои) в опорных элементах станка. При установке станка, например, на клиновые башмаки без затяжки фундаментными болтами во время регулировки положения станка регулировочный винт в башмаке оказывается натянутым. При импульсных возмущениях элементы башмака смещаются, при этом опорная поверхность станины перемещается в вертикальной плоскости и правильность установки нарушается. Известны случаи, когда в правильно установленном станке при повторной проверке некоторые башмаки оказывались не нагруженными и легко вынимались из-под станка.
В станках с жесткими станинами нарушение точности установки приводит главным образом к наклону станка. Так как такие станки, даже не выставленные по уровню, работают удовлетворительно, их можно устанавливать на общей плите цеха без крепления.
Так как продольно-строгальные станки часто выверяют, то при их монтаже не рекомендуется подливать цементный раствор под опорную поверхность станины. Искривление станин за год не должно превышать допуска на прямолинейность направляющих станины. Первую выверку станка перед пуском в эксплуатацию производят примерно через 30—40 дней.
Высоту фундаментов под продольно-строгальный станок нормальной точности рекомендуется выбрать равной 0,3√l.
Большие продольно-строгальные станки на монтаж поступают в разобранном виде. Поэтому сборку узлов станка (стола, стойки, траверсы суппорта, электродвигателя и др.) приходится вести на месте установки в соответствии с монтажной схемой и указаниями завода-изготовителя.
Поверхности прилегания неподвижных плоскостей перед соединением и скреплением нужно проверить на краску или щупом толщиной 0,04 мм, допускаются лишь местные закусывания щупа.
После сборки нужно установить предусмотренные, заводом прокладки. В случае необходимости можно ставить дополнительные прокладки, но лишь после тщательной проверки деталей и рабочих чертежей и выяснения причин несовпадения размеров.
Регулирующие клинья в узлах прямолинейного перемещения должны плотно прилегать к сопряженным деталям. Прилегание клиньев нужно проверить на краску до сборки узла.
Цилиндрические и конические контрольные шпильки при проверке на краску должны равномерно прилегать к обеим скрепляемым деталям.
Подъем, транспортирование деталей и узлов к месту монтажа нужно производить осторожно, без ударов и толчков. Не разрешается детали станин, стояки, траверсы укладывать друг на друга. При строповке деталей нужно не повредить обработанные поверхности и выступающие части, поэтому для строповки следует использовать имеющиеся почти на всех литых станочных деталях отверстия.
Прямолинейность станин должна быть выдержана с большой степенью точности. Длинные составные станины устанавливают при помощи специальных регулирующих башмаков-клиньев или маленьких винтовых домкратов. Применение индивидуальных плоских подкладок не рекомендуется из-за усложнения выверки.
В отверстия стыковых поверхностей частей станины устанавливают болты и затягивают их, оставляя незначительный зазор между соприкасающимися плоскостями (контрольные шпильки сначала не ставят). Разместив все части станины на фундаменте, приступают к выверке.
Хорошие результаты дает проверка положения направляющих станины при помощи уровня, путем последовательного его перемещения вдоль и поперек проверяемой поверхности. Эффективнее же проверять положение станины при помощи двух уровней (один—для проверки продольного положения станины, другой — поперечного). Следует иметь в виду, что даже у самых массивных станин могут наблюдаться деформации в виде изгиба и кручения. Поэтому одновременным контролем сразу в двух направлениях можно установить характер деформации станины. Во всех случаях для проверки положения станины используется перемещающийся по ней мостик.
Продольно-строгальные станки собирают в следующей последовательности: после установки станины 3 (рис. 63) на фундамент и выверки ее положения монтируют плиты под механизмы привода 2 и опоры 1 под стойки, затем последовательно устанавливают стойки 4 и перекладину 9, поперечину 7, суппорты 6, 8 и подвижный стол 5, и, наконец, собирают механизмы привода.
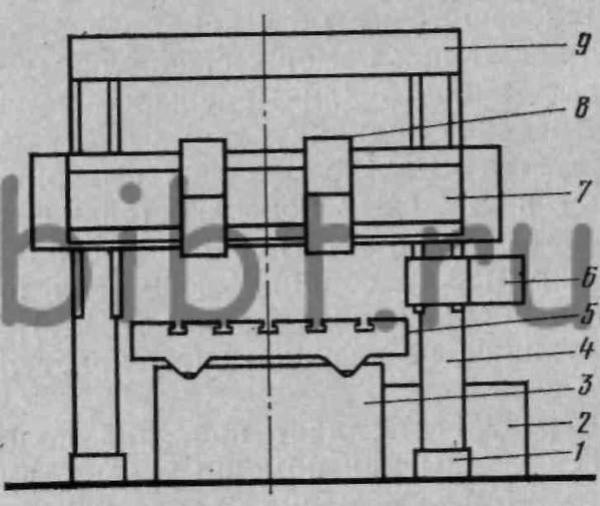
Рис. 63. Конструктивная схема продольно-строгального станка:
1 — опоры под стойки, 2 — привод, 3 — станина, 4 — стойки, 5 — стол, 6, 8 — суппорты, 7 — поперечина, 9 — перекладина
При монтаже продольно-строгальных станков должна обеспечиваться следующая точность установки собираемых узлов на длине 1000 мм:
Горизонтальность станины в продольном и поперечном направлениях, мм 0,02
Горизонтальность по плоскости стола, мм 0,04
Горизонтальность верхних поверхностей опор под стойки, мм 0,02
Вертикальность направляющих стоек, мм 0,02
Вертикальность направляющих поперечины и поверхности стола, мм 0,03 (0,1 на длине 5000 мм)