
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Установка автоматических линий на фундамент
Обычно установка автоматических линий на фундаменте производится в следующей последовательности: сначала устанавливают транспортер стружки, затем станки, транспортеры для перемещения обрабатываемой детали и, наконец, электрические и инструментальные шкафы и другие отдельно стоящие устройства.
При установке станки выставляются в вертикальной (при помощи линеек и уровней) и горизонтальной (при помощи натянутых струн) плоскостях с учетом привязки к заранее подготовленным базовым отметкам.
Точность установки станков и транспортной системы в автоматической линии зависит от ее компоновки.
Для автоматических линий из агрегатных станков с синхронной транспортной системой точность установки отдельных видов оборудования довольно высокая (±0,2 мм). Станки и механизмы этих линий устанавливают по оси линии (по натянутой струне) относительно фиксаторов или технологических отверстий в корпусах приспособлений двух станков (или механизмов), расположенных по концам линии. Точность взаимного расположения станков проверяют по транспортным точкам или по штанге транспортера. Для установки станков по шагу иногда применяют специальные линейки с отверстиями.
Для автоматических линий из специальных станков, с несинхронной транспортной системой отдельные единицы оборудования могут быть установлены с меньшей точностью (±5 мм). Меньшая точность установки относительно транспортных устройств компенсируется искривлением гибких лотков по месту.
Допустимые отклонения от горизонтальности для токарных, фрезерных, расточных станков нормальной точности и агрегатных станков — 0,04 мм на длине 1000 мм; для станков повышенной точности, в частности для шлифовальных, — 0,02 мм.
Регулировка по высоте осуществляется с помощью регулируемых винтовых или клиновых опор.
Чаще используют винтовые опоры, выполненные в виде установочных винтов со сферическими шайбами (рис. 72). Винты опираются на стальные плиты, перекрывающие колодцы 1 для фундаментных болтов. При установке станка болты заводят в колодцы через установочные винты, станок выверяют и болты заливают бетоном. Как только бетон затвердеет, болты затягивают и при этом выверяют положение станка. После нескольких смен работы производится окончательная выверка и подливка 2 опорной поверхности станины цементным раствором.
В большинстве случаев используют глухие фундаментные болты, в последнее время стали применять цанговые болты. Их устанавливают в скважины, которые сверлят в готовом фундаменте по разметке (или по кондуктору) с помощью специального станка (например, пневмосверлильной машины НИАС72Б, предназначенной для сверления железобетона, стекла и керамики).
Тяжелое оборудование монтируют на клиновых опорах. При этом для обеспечения хорошего контакта в стыках опоры и высокой жесткости соединения рекомендуется определенная последовательность установки и выверки.
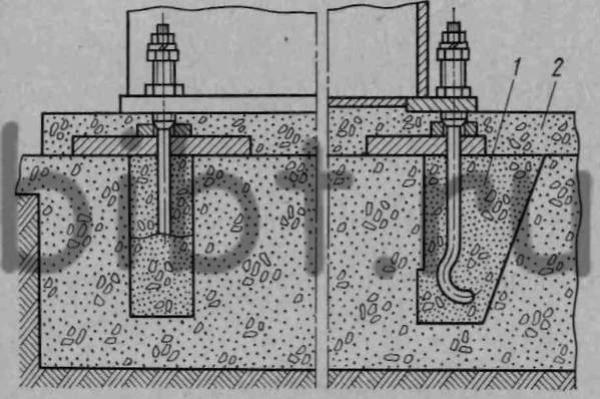
Рис. 72. Схема установки станков, работающих в автоматических линиях:
1 — колодец, 2 — подливка