
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>§ 45. Монтаж основных узлов карусельного станка в технологической последовательности
После монтажа основания устанавливают постели и проверяют их на взаимную параллельность и параллельность плоскости направляющих основания.
Для точной параллельной выверки постелей можно применить приспособление, показанное на рис. 54. В папах постелей с помощью домкрата 1 раскрепляют планки 2, между которыми с помощью винта 3 через динамометр 4 натянута лента 6. На ленте имеется контрольная шайба 5. Перемещая приспособление по направляющим и натягивая каждый раз ленту с одним и тем же усилием, по зазору между шайбой и планкой судят о параллельности постелей.
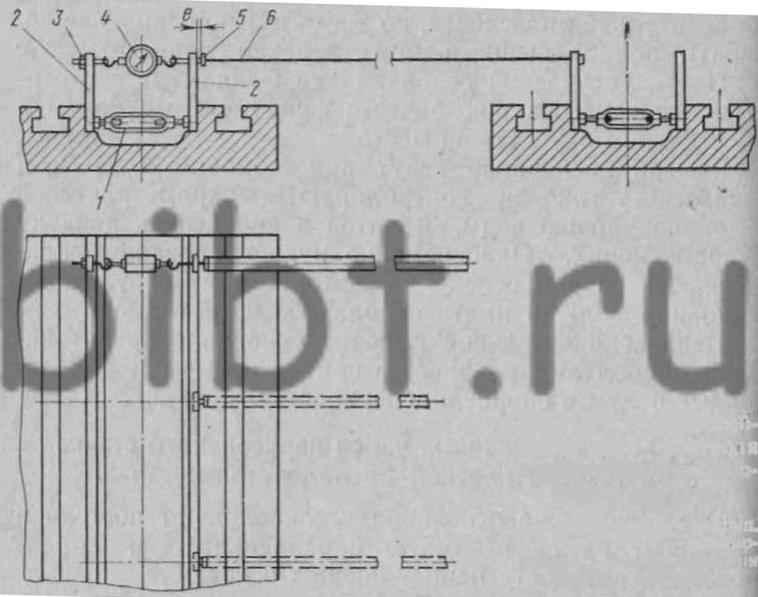
Рис. 54. Приспособление для контроля параллельности постелей портала:
1 — домкрат, 2 — планки, 3 — винт, 4 — динамометр, 5 — контрольная шайба, в — лента
На выверенных постелях устанавливают стойки, особое внимание обращая при этом на перпендикулярность направляющих поверхностям основания (проверяется отвесом). В крупных станках свободно стоящая стойка Должна иметь наклон от планшайбы и в стороны. В дальнейшем при нагружении портала поперечиной и суппортами стойки примут вертикальное положение. На выверенные стойки укладывают перекладину, причем между перекладиной и левой стойкой собирают компенсаторные планки.
Одна из наиболее ответственных операций сборки карусельного станка — установка планшайбы. Половины планшайбы соединяют так же, как и половины основания. На собранной планшайбе укрепляют зубчатый венец и запрессовывают в планшайбу шпиндель. Запрессовку лучше всего производить с помощью переносного пресса при вертикальном положении планшайбы, по можно вставить шпиндель и усилием опущенного на него груза массой около 70 т.
Перед установкой планшайбы в основании должны быть собраны подшипники и подпятник шпинделя. Опустив планшайбу на основание, проверяют прилегание по краске и зазоры в направляющих. В местах касания направляющих число пятен прилегания не должна быть менее 6 в квадрате 25X25 мм. Зазоры проверяют щупом через люки в планшайбе. В случаях неправильного прилегания планшайбу нужно пришабрить.
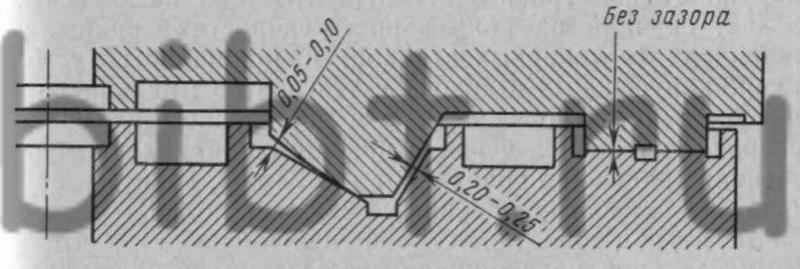
Рис. 55. Распределение зазоров между основанием и планшайбой
Расположение зазоров при правильном прилегании показано на рис. 55. Чтобы не ухудшать условия смазки, зазор со стороны крутого корпуса не должен превышать 0,25 мм для токарно-карусельных станков с диаметром планшайбы 1600 мм.
Проверку прилегания нужно производить при вращении планшайбы. Однако работа привода может исказить результат, поэтому лучше до установки приводного вала поднять планшайбу на 5—10 мм от основания, раскрутить ее на стропах и опустить. При окончательной установке шланшайбы нужно обратить внимание на совпадение шпонки шпинделя со шпоночным пазом втулки и на правильность зацепления венца с ведущей шестерней.
Поперечину монтируют на стойках с заранее собранными и присоединенными суппортами (в это же время в стойках следует монтировать ходовые винты поперечины). Ее поднимают краном, выверяют в горизонтальном положении и опускают на подставки, размещенные на планшайбе; затем притягивают планками к стойкам и, заведя в гнезда на поперечине гайки, стягивают винтами. Наконец, с помощью регулирующих устройств поперечине придают горизонтальное положение с точностью, указанной в паспорте.