
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
3. ОБЩИЕ ПОНЯТИЯ О ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ
3.1. Технологический процесс и его элементы.
Технологическим процессом называется часть производственного процесса, содержащая действия по изменению и последующему определению состояния предмета производства, т. е. по изменению размеров, формы, свойств материалов, контроля и перемещения заготовки.
Совокупность научно и практически обоснованных методов и приемов, применяемых для превращения материалов в готовую продукцию данного производства, называется технологией этого производства.
Технологический процесс разрабатывается на основании чертежа изделия и отдельных его деталей и определяет последовательность операций: изготовление заготовок деталей — литье, ковка, штамповка или первичная обработка из прокатного материала; обработка заготовок на металлорежущих станках для получения деталей с окончательными размерами и формами; сборка узлов и агрегатов, т. е. соединение отдельных деталей в сборочные единицы и агрегаты; окончательная сборка всего изделия; регулирование и испытание изделия; окраска и отделка изделия.
На каждом этапе производственного процесса по отдельным операциям технологического процесса осуществляется контроль за изготовлением деталей в соответствии с техническими условиями.
Технологический процесс механической обработки должен проектироваться и выполняться таким образом, чтобы посредством наиболее рациональных и экономичных способов обработки удовлетворялись требования к деталям (точность обработки и шероховатость поверхностей, взаимное расположение осей и поверхностей, правильность контуров и т. д.), обеспечивающие правильную работу собранного изделия.
Согласно ГОСТ 3.1109—82 технологический процесс может быть проектным, рабочим, единичным, типовым, стандартным, временным, перспективным, маршрутным, операционным, маршрутно-операционным.
Для обеспечения наиболее рационального процесса механической обработки заготовки составляется план обработки с указанием, какие поверхности надо обработать, в каком порядке и какими способами.
В связи с этим весь процесс механической обработки расчленяется на отдельные составные части — технологические операции.
Технологической операцией называют законченную часть технологического процесса, выполняемую на одном рабочем месте.
В зависимости от размера партии изделий, их конструкции, уровня техники и организации производства данного предприятия операция может быть укрупненной и расчлененной.
Например, в единичном производстве всю сборку деталей в изделие зачастую выполняет один рабочий на одном рабочем месте, причем ее планируют как одну операцию. Эту же работу в крупносерийном и массовом производстве разделяют на целый ряд мелких самостоятельных операций, выполняемых разными рабочими на различных рабочих местах.
Объем операции имеет очень важное значение. Как правило, чем крупнее и сложнее операции, тем ниже производительность труда и тем более высокая квалификация рабочего требуется.
И, наоборот, чем больше крупная операция расчленена на мелкие, тем выше производительность труда и меньше стоимость обработки изделия. Расчленение крупной операции позволяет рабочему лучше приспособиться к выполнению простых однообразных приемов работы и применить специальные приспособления.
Операция, в свою очередь, делится на элементы, число которых изменяется в зависимости от объема и методов ее выполнения. Основными элементами операции являются установ, технологический переход, вспомогательный переход, рабочий ход, вспомогательный ход, позиция.
Установом называют часть технологической операции, выполняемую при неизменном закреплении обрабатываемых заготовок или собираемой сборочной единицы.
Например, фаски 2X60° у втулки, изображенной на рис. 3.1, а обрабатывают за два установа, сначала фаску снимают у одного конца отверстия (рис. 3.1, в), а затем, переставив заготовку и закрепив ее вновь, снимают фаску у другого конца (рис. 3.1, г).
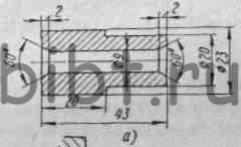
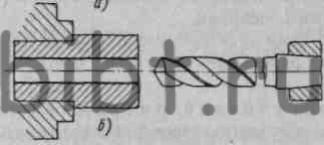
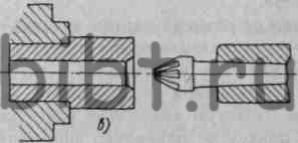
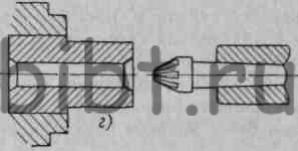
Рис. 3.1. Элементы операции
Технологическим переходом называют законченную часть технологической операции, характеризуемую постоянством применяемого инструмента и поверхностей, образуемых обработкой и соединяемых при сборке.
Когда изменится режим резания или режущий инструмент, начинается следующий переход.
Например, сверление отверстия Ø 9 мм у втулки (рис. 3.1, б) —первый переход (выполняется сверлом), а снятие фаски 2X60° (рис. 3.1, е) —второй переход (выполняется зенкером).
Вспомогательный переход — законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением формы, размеров и шероховатости поверхности, но необходимы для выполнения технологического перехода. Примерами вспомогательных переходов являются установка заготовки, смена инструмента и т. д.
Изменение только одного из перечисленных элементов (обрабатываемой поверхности, инструмента или режима резания) определяет новый переход. Переход состоит из рабочих и вспомогательных ходов.
Под рабочим ходом понимают законченную часть технологического перехода, состоящую из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров, шероховатости поверхности или свойств заготовки.
Вспомогательный ход — законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, не сопровождаемого изменением формы, размеров, шероховатости поверхности или свойств заготовки, но необходимого для выполнения рабочего хода.
Позицией называется каждое фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования для выполнения определенной части операции.
Примером позиционной обработки заготовки может служить выполнение операции сверления отверстий и нарезание в них резьбы на трехпозиционном поворотном приспособлении, изображенном на рис. 3.2.
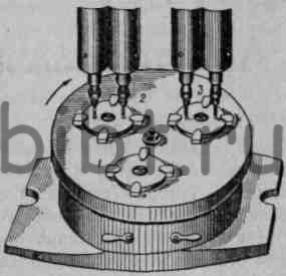
Рис. 3.2. Обработка отверстий на трехпозиционном приспособлении
На позиции 1 заготовку закрепляют, при повороте приспособления на позицию 2 на заготовке просверливают отверстия, затем при следующем повороте на позицию 3 в заготовке нарезают резьбу.
Операциям и переходам в технологической документации придают порядковые номера, причем операции обозначаются римскими цифрами, а переходы — арабскими. Порядковые номера переходов дают в каждой операции самостоятельно начиная с первого номера.
Установы обозначаются буквами, причем в каждой операции буквенное обозначение начинается с первой буквы алфавита. Ходы знаками не обозначают, но указывается их число.
Содержание операций и переходов с указанием их номеров и буквенных обозначений установок, наименования оборудования, приспособлений, инструментов, режимов работы, норм времени и другие данные, необходимые для выполнения технологического процесса, указываются в технологической документации.
Операции называются кратко по виду обработки.
Например:
- сверлильная,
- токарная,
- фрезерная
- и т. д.;
Переходы излагаются подробно с указанием наименования, порядкового номера или размера обрабатываемой поверхности.
Для более ясного и точного представления способа обработки технологический процесс иллюстрируется эскизами переходов обработки со схематическим указанием поверхностей обработки, способа крепления детали на станке (в приспособлении), положения детали, приспособления и инструментов. Таким образом, эти эскизы изображают технологические наладки для обработки поверхностей детали. Эскиз дается для каждого перехода отдельно. Примеры переходов обработки отверстия приведены на рис. 3.3.
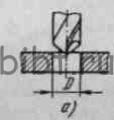
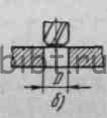
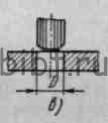
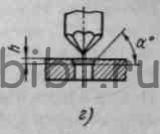
Рис. 3.3. Примеры переходов обработки:
а — сверлить отверстие Ø D,
б — зенкеровать отверстие Ø D,
в — развернуть отверстие Ø D начерно (начисто),
г — зенковать фаску h X a при обработке отверстия